English
English русский
русский Español
Español عربى
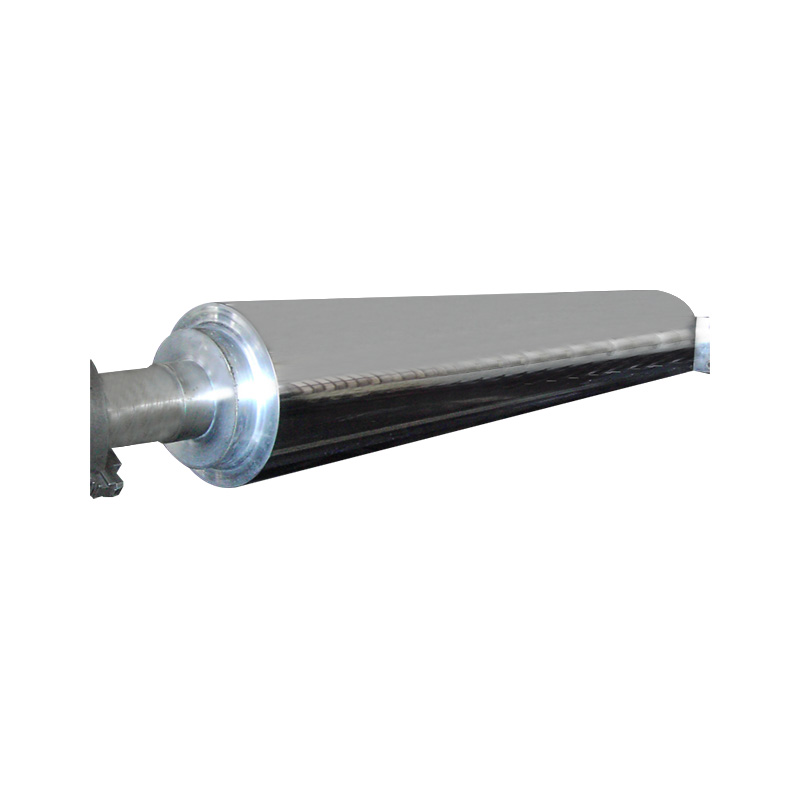
عربىRollos de acero aleado para hornos. son componentes cilíndricos resistentes al calor instalados dentro de hornos continuos, líneas de recocido, líneas de galvanizado y sistemas de tratamiento térmico para transportar, soportar y guiar tiras, láminas o palanquillas de acero a través de zonas de procesamiento de alta temperatura a temperaturas que oscilan entre 700 grados Celsius y más de 1200 grados Celsius, donde el acero al carbono estándar se oxidaría, se deslizaría y fallaría rápidamente. La selección correcta de la composición de la aleación, el método de fabricación y el tratamiento de la superficie determina la vida útil de los rodillos, la calidad de la superficie del producto y el tiempo de actividad operativa del horno, todo lo cual afecta directamente la economía de las líneas de procesamiento de acero y aluminio. Esta guía explica cómo funcionan los rodillos de horno de acero aleado, qué grados de aleación se utilizan en diferentes rangos de temperatura, cómo se comparan los métodos de fundición y fabricación, y qué modos de falla anticipar y prevenir.
Contenido
- 1 Por qué no se puede utilizar acero estándar para rodillos de horno
- 2 ¿Qué grados de aleación se utilizan para los rodillos de horno?
- 3 Comparación de grados de aleación para rollos de horno
- 4 ¿Cómo se fabrican los rollos de horno de acero aleado?
- 5 Comparación de métodos de fabricación
- 6 Cómo los tratamientos de superficie de los rodillos de horno prolongan la vida útil
- 7 Modos de falla comunes de los rodillos de horno de acero aleado y cómo prevenirlos
- 8 Especificaciones clave que se deben definir al realizar el pedido de rollos de horno de acero aleado
- 9 Preguntas frecuentes sobre los rollos de acero aleado para hornos
- 9.1 ¿Cuál es la diferencia entre las aleaciones modificadas HK40 y HP para rodillos de horno?
- 9.2 ¿Con qué frecuencia se deben reemplazar los rodillos del horno de acero aleado?
- 9.3 ¿Se pueden reparar y renovar los rodillos de horno de acero aleado en lugar de reemplazarlos?
- 9.4 ¿Qué causa la acumulación en los rodillos del horno y cómo se elimina?
- 9.5 ¿Qué pruebas de calidad deben pasar los rollos de horno de acero aleado antes de la entrega?
- 10 Conclusión: Cómo adaptar los rollos de acero aleado a los requisitos de su horno
Por qué no se puede utilizar acero estándar para rodillos de horno
El acero al carbono estándar pierde integridad estructural por encima de aproximadamente 450 grados Celsius y comienza una rápida oxidación superficial por encima de 550 grados Celsius, lo que lo hace completamente inadecuado para el servicio de rodillos de hornos donde las temperaturas rutinariamente exceden de 900 a 1100 grados Celsius en líneas continuas de recocido y galvanizado.
Los desafíos que deben superar los rodillos de horno son fundamentalmente diferentes de los que enfrenta cualquier otro componente mecánico giratorio en una planta siderúrgica:
- Fluencia de alta temperatura: A temperaturas elevadas, los metales se deforman plásticamente bajo carga sostenida incluso con tensiones muy por debajo de su límite elástico a temperatura ambiente. Un rodillo que funcione a 1.100 grados Celsius bajo el peso de una tira de acero se combará y perderá su geometría cilíndrica en unas semanas si la aleación no está diseñada específicamente para resistir la fluencia. Las aleaciones de cromo, níquel y tungsteno elevan la temperatura a la que la fluencia se vuelve significativa.
- Oxidación e incrustaciones: En atmósferas de aire por encima de los 600 grados centígrados, el hierro forma escamas de óxido que crecen rápidamente y que se desprenden y contaminan la superficie de la banda. Las adiciones de cromo superiores al 18 % forman una capa estable y adherente de óxido de cromo (Cr2O3) que protege el metal subyacente de una mayor oxidación; este es el mecanismo fundamental detrás de todos los aceros aleados resistentes al calor utilizados en los rodillos de los hornos.
- Fatiga térmica: Los rodillos del horno experimentan ciclos térmicos repetidos durante los inicios, paradas y roturas de la producción. Las tensiones de expansión y contracción térmica generadas por fluctuaciones de temperatura de 200 a 400 grados Celsius pueden iniciar grietas en la superficie en cuestión de meses en rodillos mal diseñados. Las aleaciones con coeficientes de expansión térmica más bajos y una mayor resistencia a la fatiga térmica son esenciales en rodillos sujetos a ciclos frecuentes.
- Carburación y nitruración: En ciertas atmósferas de hornos (hidrógeno, mezclas de nitrógeno-hidrógeno o gases protectores ricos en hidrocarburos), el carbono y el nitrógeno de la atmósfera pueden difundirse hacia la superficie del rodillo, fragilizando la capa cercana a la superficie e iniciando el desconchado. Las aleaciones con alto contenido de cromo y silicio resisten la carburación manteniendo la barrera protectora de óxido.
- Desgaste mecánico y acumulación: El contacto directo entre la superficie del rodillo y la tira de acero en movimiento genera desgaste y provoca acumulación de óxido o zinc en la superficie del rodillo, lo que crea defectos superficiales en la tira procesada. La dureza de la superficie del rodillo, la rugosidad y la afinidad química por el material de la tira influyen en la susceptibilidad a la acumulación.
¿Qué grados de aleación se utilizan para los rodillos de horno?
Los rodillos de horno de acero aleado abarcan un rango de composición que va desde grados de acero inoxidable austenítico que contienen de 18 a 25 % de cromo para aplicaciones de temperatura moderada de hasta 900 grados Celsius, pasando por aleaciones de níquel-cromo resistentes al calor para servicios de 900 a 1100 grados Celsius, hasta superaleaciones complejas de múltiples elementos para las aplicaciones más exigentes por encima de 1100 grados Celsius.
1. Acero inoxidable 310 (25Cr-20Ni)
El acero inoxidable AISI 310, que contiene nominalmente un 25 % de cromo y un 20 % de níquel, es la aleación más utilizada para rodillos de hornos en el rango de 800 a 1050 grados Celsius y ofrece una excelente combinación de resistencia a la oxidación, resistencia a la fluencia y costo en relación con grados más altamente aleados. El contenido de cromo del 25 % garantiza una incrustación protectora y estable de óxido de cromo a la temperatura de funcionamiento, mientras que el contenido de níquel del 20 % estabiliza la microestructura austenítica y proporciona resistencia a la fatiga térmica. La mayoría de los rodillos de solera de hornos de recocido continuo, los rodillos de entrada y salida y los rodillos de brida en la zona de 850 a 1000 grados Celsius se fabrican con aleación 310 fundida o fabricada.
- Temperatura máxima de servicio continuo: 1.050 grados centígrados en el aire
- Densidad: 7,75 g/cm3
- Resistencia a la tracción a 900 grados Celsius: Aproximadamente 120 a 150 MPa
- Aplicaciones típicas: Hornos de recocido continuo, hornos de normalización, líneas de recocido en solución
2. Aleación HK40 (25Cr-35Ni)
HK40, una calidad fundida centrífuga que contiene 25 % de cromo y 35 % de níquel con adición controlada de carbono (0,35 a 0,45 %), es la aleación estándar para rodillos de solera de servicio pesado en el rango de 1000 a 1150 grados Celsius y ofrece una resistencia a la fluencia superior a la del acero inoxidable 310 debido a su mayor contenido de níquel y su mecanismo de fortalecimiento por precipitación de carburo. La adición deliberada de carbono en HK40 produce carburos de cromo y níquel que precipitan a lo largo de los límites de los granos y dentro de la matriz de austenita durante el tratamiento térmico, creando un fortalecimiento microestructural que aumenta significativamente la resistencia a la fluencia a temperaturas donde otras aleaciones comienzan a combarse bajo carga. HK40 está especificada por ASTM A608 y es una de las aleaciones de fundición resistentes al calor mejor caracterizadas en uso industrial.
- Temperatura máxima de servicio continuo: 1.150 grados centígrados
- Resistencia a la rotura por fluencia de 100.000 horas a 1.000 grados Celsius: Aproximadamente 20 a 25 MPa
- Aplicaciones típicas: Hornos de viga móvil, hornos de empuje, hornos de recalentamiento para palanquillas y desbastes
- Método de fabricación: Fundición centrífuga (tubos y rodillos), fundición estática (muñones y bridas)
3. Aleaciones modificadas HP (25Cr-35Ni con microaleaciones)
Las aleaciones modificadas HP representan la evolución del HK40 con adiciones de niobio (0,5 a 1,5%), tungsteno (1 a 3%) o titanio (0,1 a 0,5%) que refinan la distribución del carburo y crean precipitados de refuerzo adicionales, extendiendo la vida útil entre un 30 y un 50% en comparación con el HK40 estándar a temperaturas superiores a 1.050 grados Celsius. Las adiciones de niobio son particularmente efectivas porque forman carburos NbC finos que son más estables a altas temperaturas que los carburos de cromo que se vuelven más gruesos y pierden su efecto fortalecedor en el HK40 estándar durante exposiciones prolongadas al servicio. Los grados HP-Nb y HP-W han reemplazado en gran medida al estándar HK40 en instalaciones de hornos nuevos donde la temperatura máxima de servicio supera los 1.050 grados Celsius.
- Temperatura máxima de servicio continuo: 1.150 a 1.200 grados centígrados
- Ventaja de vida útil sobre HK40: Entre un 30 y un 50 % más a temperaturas superiores a 1.050 grados Celsius
- Aplicaciones típicas: Zonas de incidencia directa de llamas en hornos de recalentamiento, pozos de remojo de alta temperatura
4. Superaleaciones a base de níquel para servicios extremos
En el extremo de temperatura más alto, por encima de 1.150 grados Celsius, se utilizan superaleaciones a base de níquel con contenidos de cromo del 20 al 30% y elementos de refuerzo adicionales como aluminio, titanio, cobalto y molibdeno para los rodillos en las zonas de hornos más severas, aunque a un costo superior de tres a cinco veces más que el HK40 estándar. Estas aleaciones mantienen una resistencia útil a temperaturas en las que las aleaciones a base de hierro esencialmente no tienen resistencia a la fluencia. Por lo general, se especifican solo para rollos en zonas de llama directa, secciones de hornos de tubos radiantes a máxima potencia o en hornos de vacío y de atmósfera controlada donde el material procesado justifica el costo superior de los materiales en rollo de temperaturas extremas.
5. Grados de aleación inferior para aplicaciones por debajo de 700 grados Celsius
Para las secciones de entrada y salida del horno, zonas de precalentamiento y secciones de enfriamiento que funcionan por debajo de 700 grados Celsius, las aleaciones de menor costo, incluidos los aceros inoxidables AISI 304, 316 y 321, o incluso grados de acero aleado con un contenido de cromo del 9 al 12 %, proporcionan una resistencia adecuada a la oxidación y a la fluencia con un costo de material sustancialmente reducido. Estos grados se utilizan a menudo en la construcción de rodillos fabricados (diseño de carcasa y tapa soldada) en lugar de piezas fundidas centrífugas, lo que los hace muy adecuados para rodillos de gran diámetro donde los costos de fundición serían prohibitivos.
Comparación de grados de aleación para rollos de horno
Seleccionar el grado de aleación correcto requiere hacer coincidir la temperatura de funcionamiento, la atmósfera, la carga mecánica y la vida útil esperada del rodillo con los datos de rendimiento certificados de la aleación; el uso de una aleación no especificada es la principal causa de falla prematura de los rodillos del horno.
| Grado de aleación | Contenido de Cr-Ni | Temperatura máxima (grados C) | Resistencia a la fluencia | Resistencia a la oxidación | Costo relativo | Aplicación típica |
| 304/316 acero inoxidable | 18-20Cr/8-12Ni | 700 | Bajo | moderado | Bajo | Zonas de entrada/salida, secciones de refrigeración. |
| 310 SS | 25Cr/20Ni | 1.050 | Medio | bueno | Bajo-Medium | Hornos de recocido, líneas de galvanizado. |
| HK40 | 25Cr/35Ni | 1.150 | Alto | Muy bueno | Medio | Hornos de recalentamiento, hornos de viga móvil |
| HP-Nb Modificado | 25Cr/35Ni Nb | 1.200 | muy alto | Excelente | Medio-High | Alto-temp soaking zones, direct flame |
| Superaleación base Ni | 20-30Cr/50-70Ni | 1.250 | excepcional | Excelente | muy alto | Zonas de temperaturas extremas, hornos de vacío. |
Tabla 1: Grados de rollos de horno de acero aleado comparados por composición, temperatura máxima de servicio, propiedades mecánicas y aplicación típica.
¿Cómo se fabrican los rollos de horno de acero aleado?
Los rollos de acero aleado para hornos se producen mediante tres rutas de fabricación principales: fundición centrífuga, fundición estática con mecanizado y fabricación a partir de componentes de aleación forjados, cada una de las cuales ofrece diferentes compensaciones en precisión dimensional, calidad microestructural, costo e idoneidad para tamaños y configuraciones de rollo específicos.
Fundición centrífuga
La fundición centrífuga es el método de fabricación preferido para la mayoría de las carcasas de rodillos de hornos de acero aleado, ya que produce una microestructura densa y libre de segregación con propiedades mecánicas superiores en comparación con las piezas fundidas estáticas de la misma composición de aleación. En la fundición centrífuga, la aleación fundida se vierte en un molde cilíndrico giratorio que gira de 300 a 1500 RPM. La fuerza centrífuga (normalmente de 50 a 100 veces la gravedad) empuja el metal más denso hacia la pared exterior y fuerza las impurezas más ligeras, la porosidad del gas y las inclusiones de escoria hacia el orificio, donde posteriormente se eliminan mediante mecanizado. El casting resultante tiene:
- Piel exterior densa: Los 15 a 25 mm más externos de una fundición centrífuga tienen esencialmente porosidad cero, lo que le da al cilindro del rodillo una integridad superficial superior y resistencia a la oxidación.
- Estructura de grano fino: La solidificación rápida contra el molde de hilado en frío produce una estructura de grano más fina que la fundición estática, lo que mejora la resistencia a la fluencia y la fatiga.
- Espesor de pared constante: Se puede lograr un control dimensional de más o menos 2 a 3 mm en el espesor de la pared, minimizando los márgenes de mecanizado.
- Rango de tallas: La fundición centrífuga es más económica para carcasas de rodillos de 100 a 600 mm de diámetro exterior y de 500 a 4000 mm de longitud.
Fundición estática con mecanizado de precisión
La fundición estática en moldes de arena o cerámica se utiliza para muñones de extremo, bridas y geometrías complejas de extremos de rodillos que no se pueden producir mediante fundición centrífuga, y también se utiliza para conjuntos de rodillos completos en diámetros pequeños o donde las herramientas de fundición centrífuga no están disponibles para la aleación específica requerida. Las piezas fundidas estáticas requieren mayores márgenes de mecanizado (normalmente de 8 a 15 mm por superficie) para eliminar la capa exterior segregada y garantizar que la superficie mecanizada exponga un metal sano y libre de defectos. La porosidad interna se controla mediante un diseño ascendente y una solidificación controlada, pero las piezas fundidas estáticas generalmente tienen una menor resistencia a la rotura por fluencia que sus equivalentes fundidas centrífugamente debido a una estructura de grano más gruesa y una mayor segregación.
Construcción de rollos fabricados
Los rodillos de horno fabricados se ensamblan a partir de secciones de placa o tubo de aleación forjada soldadas a muñones finales fundidos o forjados, lo que ofrece la ventaja de utilizar una aleación forjada de alta calidad para la sección del cilindro, mientras que los muñones fundidos proporcionan la geometría compleja necesaria en los extremos del rodillo. Los rollos fabricados son la opción más económica para diámetros grandes (más de 600 mm) y se utilizan ampliamente en secciones de hornos de línea de galvanización donde los diámetros de rollo de 600 a 1200 mm son comunes. Las uniones soldadas entre el cilindro y los muñones finales son un elemento de diseño crítico: deben fabricarse con aleaciones de relleno coincidentes, tratarse térmicamente adecuadamente para aliviar las tensiones residuales y probarse de manera no destructiva antes de la instalación para evitar grietas en la soldadura en servicio.
Comparación de métodos de fabricación
La elección del método de fabricación afecta significativamente el rendimiento, la vida útil y el costo de los rodillos de horno de acero aleado; comprender estas compensaciones es esencial para los ingenieros de adquisiciones que especifican rodillos de horno de repuesto o de nueva construcción.
| factores | Fundición centrífuga | Fundición estática | Fabricado (forjado) |
| Calidad de la microestructura | Excelente (dense, fine grain) | bueno (coarser grain) | Excelente (wrought structure) |
| Fuerza de fluencia | Alto | Medio | Alto |
| Riesgo de porosidad | Muy Bajo (zona exterior) | Medio | Muy bajo |
| Mejor rango de diámetro | 100-600 mm | Cualquier tamaño | 300-1200 mm |
| Geometría final compleja | Limitado | Excelente | bueno (welded journals) |
| Costo relativo | Medio | Bajo-Medium | Medio-High |
| plazo de entrega | 6-14 semanas | 8-16 semanas | 8-16 semanas |
Tabla 2: Métodos de fabricación de rollos de horno de acero aleado comparados por calidad de microestructura, resistencia, capacidad de tamaño y costo.
Cómo los tratamientos de superficie de los rodillos de horno prolongan la vida útil
Los tratamientos de superficie aplicados a los rodillos de horno de acero aleado pueden extender la vida útil del barril entre un 50 y un 200 % en comparación con las superficies fundidas o mecanizadas al mejorar la resistencia al desgaste, reducir la adherencia a la acumulación de zinc u óxido de hierro y mejorar la resistencia a la oxidación en condiciones atmosféricas específicas del horno.
Recubrimientos por pulverización térmica
Los recubrimientos cerámicos con combustible de oxígeno de alta velocidad (HVOF) y pulverización de plasma, incluida la alúmina (Al2O3), el óxido de cromo (Cr2O3) y el circonio (ZrO2), aplicados a los cilindros de los hornos de acero aleado, mejoran significativamente la resistencia al desgaste y reducen la adhesión de las acumulaciones de óxido de hierro y óxido de zinc que causan defectos en la superficie de las tiras en las líneas de galvanización y recocido. Los recubrimientos de óxido de cromo aplicados con HVOF, normalmente de 0,2 a 0,4 mm de espesor, alcanzan valores de dureza superficial de 1100 a 1400 Vickers, en comparación con 150 a 250 Vickers para el cilindro de acero de aleación subyacente. Este diferencial de dureza reduce drásticamente la tasa de desgaste por contacto abrasivo con la tira de acero. La porosidad del recubrimiento debe minimizarse por debajo del 1% para evitar que el recubrimiento actúe como una vía para que los gases oxidantes alcancen el sustrato de acero aleado.
Superposición de soldadura (revestimiento duro)
La superposición de soldadura de materiales de alta aleación, incluidos estelita, aleaciones duras de níquel-cromo o depósitos de carburo de cobalto-cromo en la superficie del cilindro del rodillo, proporciona una capa de desgaste unida metalúrgicamente que es mucho más adherente que los recubrimientos por pulverización térmica y se puede aplicar a los rodillos que ya están en servicio durante las paradas de mantenimiento programadas. Se aplican capas de soldadura de 2 a 4 mm de espesor mediante procesos de soldadura por arco transferido por plasma (PTA) o por arco sumergido y luego se rectifican hasta alcanzar las dimensiones finales. La aplicación principal de la capa de soldadura en rodillos de horno es en rodillos de baño de zinc y rodillos correctores en líneas de galvanización en caliente, donde los compuestos intermetálicos de zinc y hierro forman condiciones de erosión agresivas entre 450 y 460 grados Celsius.
Recubrimientos de difusión
La aluminización y el cromado de superficies de rodillos de hornos de acero aleado mediante procesos de cementación por paquetes o deposición química de vapor (CVD) crean una capa superficial unida por difusión enriquecida en aluminio o cromo que proporciona una mayor resistencia a la oxidación en comparación con la aleación base, particularmente en condiciones de temperatura cíclicas donde el desajuste de expansión térmica hace que los recubrimientos de pulverización térmica se descascaren. Los recubrimientos aluminizados en rodillos de acero inoxidable 310 han demostrado mejoras en la resistencia a la oxidación equivalentes a pasar a un grado de aleación superior a una fracción del costo, particularmente en zonas de hornos con ciclos térmicos rápidos entre 600 y 1000 grados Celsius.
Modos de falla comunes de los rodillos de horno de acero aleado y cómo prevenirlos
Comprender los mecanismos de falla de los rodillos de horno de acero aleado permite a los ingenieros de mantenimiento implementar programas de inspección específicos, controles de procedimientos operativos y actualizaciones de materiales que extienden la vida útil de los rodillos y reducen el tiempo de inactividad no planificado del horno.
- Pandeo térmico (deflexión por fluencia): Visible como un arco en el cilindro del rodillo cuando se mide durante el mantenimiento. Causado por una temperatura de funcionamiento superior al límite de resistencia a la fluencia de la aleación o por una exposición prolongada a un sobrecalentamiento localizado debido al impacto del quemador. Prevención: verificar el grado de la aleación del rodillo con la temperatura de funcionamiento real del horno (no la temperatura de diseño), aumentar el diámetro del rodillo para reducir la carga unitaria o actualizar a una aleación con mayor resistencia a la fluencia.
- Oxidación e incrustaciones de superficies: Pérdida progresiva del diámetro del cilindro del cilindro debido a la formación de incrustaciones y desconchados. Acelerado por un contenido inadecuado de cromo para la temperatura de funcionamiento o por una atmósfera del horno que contiene exceso de humedad o compuestos de azufre. Prevención: especificar aleación con un mínimo de 25 % de cromo para servicio por encima de 900 grados Celsius; monitorear la composición de la atmósfera del horno; Reducir el punto de rocío en hornos con atmósfera de hidrógeno.
- Fisuración por fatiga térmica: Grietas superficiales circunferenciales o axiales que se inician en discontinuidades de la superficie y se propagan hacia adentro bajo ciclos térmicos repetidos. Más frecuente en rollos sujetos a frecuentes arranques de hornos, roturas de tiras o cambios rápidos de temperatura. Prevención: implementar velocidades de rampa controladas en el horno durante el arranque; utilizar aleaciones con coeficientes de expansión térmica más bajos; Aplicar tensión de compresión residual en la superficie mediante granallado controlado de rollos nuevos antes de la instalación.
- Acumulación y recogida: Acumulación de óxido de hierro, óxido de zinc o intermetálicos de zinc-hierro en la superficie del rollo, creando protuberancias en la superficie que imprimen defectos en la tira. Prevención para líneas de galvanizado: utilizar rodillos con recubrimiento de soldadura o recubrimientos por pulverización térmica que tengan baja afinidad por el zinc; mantener la química del baño de zinc dentro de los rangos de contenido de aluminio especificados; implementar procedimientos regulares de limpieza de rodillos durante las paradas programadas.
- Fallo del cojinete liso: Gripado o desgaste acelerado en los cojinetes de muñón del extremo del rodillo, a menudo causado por un flujo inadecuado de agua de refrigeración a los muñones enfriados por agua o por una desalineación de los muñones en los alojamientos de los cojinetes del horno. Prevención: implementar monitoreo del flujo de agua de refrigeración con alarmas automáticas; realizar comprobaciones de alineación en cada cambio de rollo; especifique las holguras de los cojinetes de apoyo apropiadas para la expansión térmica del conjunto de rodillos a la temperatura de funcionamiento.
Especificaciones clave que se deben definir al realizar el pedido de rollos de horno de acero aleado
Una especificación completa del rodillo del horno debe definir al menos ocho parámetros técnicos para garantizar que el rodillo suministrado cumpla con los requisitos operativos del horno y se ajuste a las carcasas de cojinetes y sistemas de accionamiento existentes sin modificaciones.
| Parámetro | Descripción | Rango típico | Por qué es importante |
| Grado de aleación | ASTM, DIN o designación patentada | 310, HK40, HP-Nb | Determina la capacidad de temperatura y la vida útil. |
| Diámetro y longitud del barril. | DE x longitud de la cara en mm | 150-1200 mm de diámetro exterior | Debe coincidir con las dimensiones de la carcasa del horno existente. |
| Grosor de la pared | Pared del casco del cañón en mm | 15-60 mm | Determina la capacidad de carga y la masa térmica. |
| Diámetro y longitud del muñón | Diámetro exterior del diario x longitud del asiento | Por carcasa de rodamiento | Debe adaptarse a las carcasas de rodamientos existentes. |
| Temperatura de funcionamiento | Temperatura de servicio máxima y continua | 700-1200 grados C | Determina el requisito de grado de aleación. |
| Atmósfera del horno | Aire, HNx, H2, carburación, vapor de zinc | Específico de la aplicación | Afecta la selección de aleaciones y recubrimientos. |
| Tratamiento superficial | Tipo de revestimiento, espesor, acabado. | Mecanizado en cerámica HVOF | Determina la resistencia a la acumulación y la calidad del decapado. |
| Certificado de composición química | Certificado de molino con análisis de calor. | Requerido para todas las tiradas críticas | Verifica la conformidad con el grado de aleación |
Tabla 3: Parámetros técnicos clave requeridos en una especificación completa de un rodillo de horno de acero aleado, con rangos típicos y fundamento de la especificación.
Preguntas frecuentes sobre los rollos de acero aleado para hornos
¿Cuál es la diferencia entre las aleaciones modificadas HK40 y HP para rodillos de horno?
Las aleaciones modificadas HK40 y HP comparten la misma composición base de aproximadamente 25 % de cromo y 35 % de níquel, pero los grados modificados de HP incluyen adiciones de microaleaciones de niobio, tungsteno o titanio que mejoran significativamente la resistencia a la rotura por fluencia a temperaturas superiores a 1050 grados Celsius y extienden la vida útil entre un 30 y un 50 % en zonas de alta temperatura. Para rollos que funcionan por debajo de los 1.000 grados Celsius, el estándar HK40 es adecuado y más rentable. Para los rodillos en las zonas de temperatura más alta de los hornos de recalentamiento y remojo, especificar una aleación modificada HP-Nb o HP-W generalmente se justifica por la vida útil prolongada y la menor frecuencia de cambio de rodillos, incluso con una prima de costo de material del 15 al 25 % sobre el HK40 estándar.
¿Con qué frecuencia se deben reemplazar los rodillos del horno de acero aleado?
La vida útil de los rodillos de horno de acero aleado varía de 1 a 5 años dependiendo del grado de aleación, la temperatura de funcionamiento, la atmósfera del horno, la carga de tensión de la banda y la frecuencia del ciclo térmico; los rodillos de solera en líneas de recocido en funcionamiento continuo generalmente duran de 18 a 36 meses antes de requerir reemplazo. Los rodillos deben inspeccionarse durante cada parada de mantenimiento planificada mediante verificaciones dimensionales (medición del diámetro en múltiples puntos a lo largo del cilindro para detectar flacidez o desgaste), inspección visual para detectar grietas en la superficie y daños por oxidación, y pruebas no destructivas (inspección con partículas magnéticas o tintes penetrantes) en muñones y zonas de soldadura. El reemplazo debe programarse antes de que la pérdida de diámetro exceda del 1 al 2% del diámetro original del cilindro para evitar problemas de seguimiento de la tira y control de tensión.
¿Se pueden reparar y renovar los rodillos de horno de acero aleado en lugar de reemplazarlos?
Sí, los rodillos de horno de acero aleado con daños localizados, muñones desgastados o pérdida de oxidación en la superficie a menudo se pueden restaurar mecanizando el cilindro a un nuevo diámetro dentro de la tolerancia dimensional, recubriendo la superficie, reemplazando los muñones de los extremos y volviendo a mecanizar a las dimensiones finales, extendiendo la vida útil del cuerpo del rodillo entre un 30 y un 50% del costo de un rodillo nuevo. La restauración es económicamente viable cuando el espesor restante de la pared del cilindro es adecuado para los requisitos de tensión a la temperatura de funcionamiento y cuando la aleación del núcleo no muestra evidencia de fragilización en fase sigma o carburación severa. Los rodillos con grietas en las paredes, hundimiento excesivo o degradación de la aleación debido a la exposición a temperaturas excesivas deben reemplazarse en lugar de reacondicionarse, ya que las reparaciones por soldadura en aleaciones resistentes al calor muy degradadas tienen poca confiabilidad en servicios a altas temperaturas.
¿Qué causa la acumulación en los rodillos del horno y cómo se elimina?
La acumulación en los rodillos del horno es causada por partículas de óxido de hierro desprendidas de la superficie de la tira que se adhieren y sinterizan sobre la superficie del rodillo a temperatura elevada, y en las líneas de galvanización por compuestos intermetálicos de zinc y hierro que precipitan del baño de zinc sobre los rodillos sumergidos a la temperatura del baño de zinc de 450 a 460 grados Celsius. En los hornos de recocido y tratamiento térmico, la acumulación de óxido de hierro se elimina durante las paradas de mantenimiento mediante esmerilado mecánico o granallado del cilindro del cilindro enfriado, seguido de una inspección de los defectos superficiales que la acumulación ha oscurecido. En las líneas de galvanización, la acumulación de intermetálicos de zinc y hierro se controla mediante la gestión de la química del baño (mantener entre un 0,13 y un 0,20 % de aluminio en el baño de zinc inhibe la formación de intermetálicos) y mediante el uso de rodillos con revestimientos superficiales que tienen baja afinidad por los intermetálicos de zinc y hierro.
¿Qué pruebas de calidad deben pasar los rollos de horno de acero aleado antes de la entrega?
Un programa completo de aceptación de calidad para rodillos de horno de acero aleado debe incluir análisis de composición química (análisis espectrómetro de una muestra de prueba del mismo calor que la fundición del rodillo), inspección dimensional contra las tolerancias de trefilado, pruebas radiográficas o ultrasónicas para detectar defectos internos, medición de la dureza de la superficie y pruebas de presión hidráulica de canales de muñón enfriados por agua, cuando corresponda. Para rodillos críticos en líneas de procesamiento continuo donde una falla del rodillo causa una pérdida significativa de producción, los requisitos de calificación adicionales pueden incluir datos de prueba de fluencia para el calor real de la aleación suministrada, examen metalográfico de una pieza de prueba de la misma pieza fundida y medición de rectitud de longitud completa para verificar el descentramiento del cilindro dentro de la tolerancia especificada (generalmente una lectura del indicador total de 0,2 a 0,5 mm en toda la longitud del cilindro).
Conclusión: Cómo adaptar los rollos de acero aleado a los requisitos de su horno
Seleccionar los rodillos de aleación de acero correctos para los hornos es una decisión que determina directamente el tiempo de actividad del horno, la calidad de la superficie de la banda y el costo total de propiedad del inventario de rodillos durante la vida útil del horno. La lógica de selección fundamental es sencilla: hacer coincidir la temperatura de servicio continuo certificada del grado de aleación con la temperatura operativa máxima real en la zona del rodillo con al menos un margen de 50 grados Celsius, especificar la fundición centrífuga para la sección del cilindro siempre que sea posible para obtener ventajas de densidad y propiedades, definir los requisitos de tratamiento de superficie en función de los mecanismos específicos de acumulación y desgaste en la atmósfera de su horno e implementar un programa de inspección sistemático que rastree la degradación del rodillo para permitir el reemplazo planificado en lugar de cambios de emergencia.
A medida que las líneas de procesamiento avanzan hacia velocidades de flejado más altas, anchos de flejado más amplios y atmósferas de horno más agresivas en pos de objetivos de productividad y calidad del producto, La tecnología de rodillos de horno de acero aleado continúa evolucionando a través de composiciones de microaleaciones más sofisticadas, prácticas de fundición mejoradas e ingeniería de superficie avanzada para satisfacer las demandas de las condiciones operativas de los hornos de próxima generación de manera segura y económica.