English
English русский
русский Español
Español عربى
عربىLa canasta de tratamiento térmico adecuada es la que se adapta a la temperatura, la atmósfera, la geometría de la pieza y el peso de la carga de su proceso específico; no existe una solución universal y usar la canasta incorrecta cuesta dinero debido a fallas prematuras, daños a las piezas y ciclos térmicos desiguales. Una canasta de tratamiento térmico (también llamada canasta de horno, bandeja de tratamiento térmico o dispositivo de sujeción de piezas de alta temperatura) es un recipiente fabricado o fundido que se utiliza para sostener, transportar y colocar piezas metálicas durante operaciones de procesamiento térmico, incluido el recocido, endurecimiento, carburación, nitruración, templado y sinterización. Esta guía cubre todos los tipos principales de cestas, las aleaciones utilizadas para fabricarlas, cómo calcular la capacidad de carga y cómo extender la vida útil en entornos de hornos exigentes.
Contenido
- 1 ¿Qué es una cesta de tratamiento térmico y por qué es importante?
- 2 Los 6 principales tipos de cestas de tratamiento térmico y sus aplicaciones
- 3 ¿De qué aleación debería estar hecha su cesta de tratamiento térmico?
- 4 Cómo dimensionar una cesta de tratamiento térmico según el peso de la carga y la geometría de la pieza
- 5 Rendimiento de la cesta de tratamiento térmico por proceso: una comparación directa
- 6 Por qué las cestas de tratamiento térmico fallan prematuramente y cómo prevenirlo
- 7 Cómo extender la vida útil de la canasta de tratamiento térmico: mejores prácticas de mantenimiento
- 8 Preguntas frecuentes sobre cestas de tratamiento térmico
- 8.1 ¿Cómo sé cuándo es necesario reemplazar una canasta de tratamiento térmico?
- 8.2 ¿Puedo utilizar una canasta de acero inoxidable estándar en un horno de cementación?
- 8.3 ¿Qué tamaño de apertura de malla debo utilizar para piezas pequeñas como sujetadores o cojinetes?
- 8.4 ¿Por qué se deforman las cestas tratadas térmicamente? ¿Se puede prevenir la deformación?
- 8.5 ¿Cuánto cuesta una canasta de tratamiento térmico y qué determina el precio?
- 8.6 ¿Debo usar un revestimiento o un medio separador dentro de mi canasta de tratamiento térmico?
- 9 Resumen: Cómo seleccionar la canasta de tratamiento térmico adecuada para su proceso
¿Qué es una cesta de tratamiento térmico y por qué es importante?
un cesta de tratamiento térmico es un accesorio diseñado específicamente que garantiza que las piezas estén expuestas uniformemente a la atmósfera y la temperatura del horno mientras están contenidas de forma segura durante la manipulación, el enfriamiento y la transferencia entre las etapas del proceso. Sin una canasta diseñada adecuadamente, las piezas se amontonan de manera desigual en los hogares de los hornos, bloquean la circulación de gas, entran en contacto con superficies que las contaminan o las protegen del calor y crean condiciones inseguras durante la inmersión del tanque de enfriamiento.
El argumento económico a favor de la selección correcta de la canasta es directo. Una canasta de tratamiento térmico bien adaptada en un horno de cementación que funcione a 927 °C (1700 °F) puede lograr entre 500 y 800 ciclos térmicos antes de reemplazarla. Una canasta hecha con la aleación incorrecta o con el diseño incorrecto para ese proceso puede fallar en tan solo 50 a 100 ciclos: una diferencia de 5 a 8 veces en el costo de procesamiento por pieza atribuible enteramente a la selección del accesorio. Para una instalación de producción que funciona con tres turnos, seis días a la semana, esa diferencia se traduce en decenas de miles de dólares al año solo en el costo de reemplazo de la canasta, antes de contabilizar la pérdida de rendimiento debido al mantenimiento no programado.
Las cestas de tratamiento térmico cumplen cuatro funciones simultáneamente:
- Contención — mantener las piezas juntas como un lote a través de las etapas de horno, enfriamiento y lavado
- Posicionamiento — orientar las piezas para una atmósfera uniforme y una exposición a la temperatura en todas las superficies
- Gestión de masa térmica — actuar como amortiguador térmico controlado o conductor según el diseño
- Protección mecánica — prevenir el contacto entre piezas que causa daños en la superficie, puntos blandos o distorsión durante el enfriamiento
Los 6 principales tipos de cestas de tratamiento térmico y sus aplicaciones
1. Cestas de malla de alambre
Las cestas de tratamiento térmico de malla de alambre son el diseño más versátil y ampliamente utilizado, y ofrecen una excelente circulación atmosférica para cementación, nitruración y recocido de piezas pequeñas y medianas a temperaturas de hasta aproximadamente 2000 °F (1093 °C). La estructura de malla abierta, típicamente tejida con alambre de aleación de alta temperatura en aberturas cuadradas o rectangulares de 1/4 de pulgada a 2 pulgadas, permite que la atmósfera del horno, el calor radiante y los medios de enfriamiento lleguen a todas las superficies de las piezas simultáneamente. Las cestas de malla están disponibles en geometrías rectangulares, cilíndricas y personalizadas y se pueden fabricar con paredes laterales sólidas combinadas con pisos de malla o como malla completamente abierta en todas las superficies.
- Mejores procesos: Carburación, carbonitruración, nitruración de gas, recocido, normalización, revenido
- Rango de temperatura: Hasta 2000 °F (1093 °C) en aleaciones estándar; hasta 2200 °F (1204 °C) en aleaciones con alto contenido de níquel
- Capacidad de carga: Normalmente, entre 200 y 2000 libras, según el calibre del alambre, la apertura de la malla y las dimensiones de la cesta.
- Debilidad: Menor rigidez estructural que las cestas de placas fundidas o fabricadas; La malla puede distorsionarse bajo cargas muy pesadas o concentradas.
2. Cestas fabricadas para barras o varillas
Las cestas de varillas o barras fabricadas proporcionan una mayor rigidez estructural que los diseños de malla de alambre y se prefieren para cargas pesadas, piezas grandes y aplicaciones donde los puentes de apertura de malla permitirían la caída de piezas pequeñas. Están construidos a partir de una barra redonda, una barra cuadrada o una barra plana sólida o hueca soldada en un patrón de rejilla o escalera. El espacio entre las barras, normalmente de 1 a 4 pulgadas, se dimensiona según la dimensión más pequeña de las piezas que se procesan. Para piezas con una dimensión mínima de 2 pulgadas, el espacio entre barras de 1 pulgada es estándar para evitar caídas y al mismo tiempo maximizar el área abierta para el flujo atmosférico.
- Mejores procesos: Endurecimiento, normalización, recocido por solución de componentes grandes, forjado por etapas de precalentamiento
- Rango de temperatura: Hasta 2200 °F (1204 °C) con la selección de aleación adecuada
- Capacidad de carga: 500 a 5000 libras dependiendo del tamaño de la barra y la aleación
- Debilidad: Mayor masa térmica que la malla; Tiempos de calentamiento y enfriamiento más largos por ciclo.
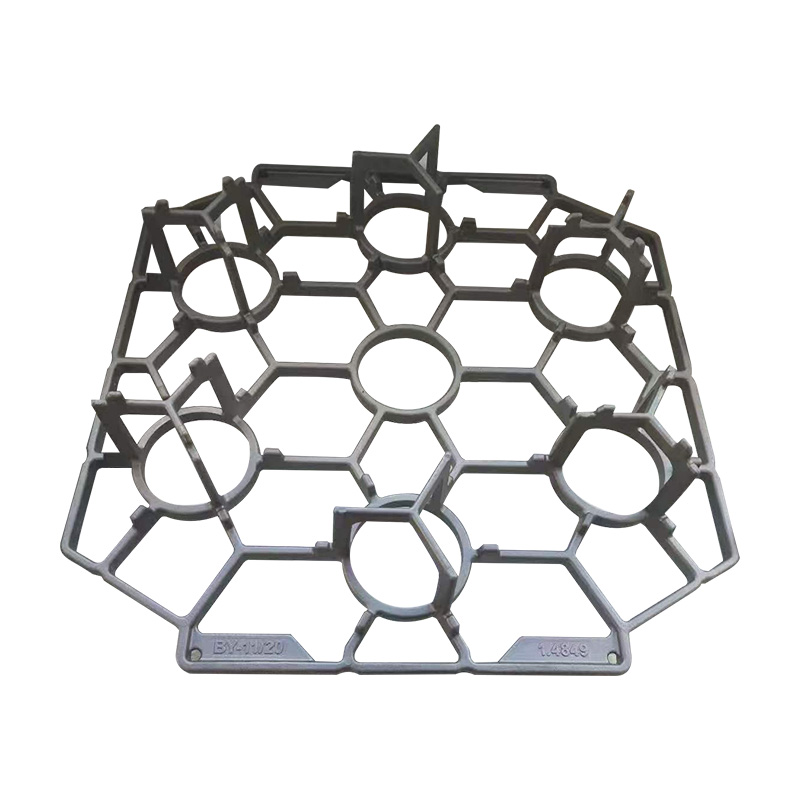
3. Cestas y bandejas fundidas para tratamiento térmico
Las cestas y bandejas fundidas para tratamiento térmico ofrecen la mayor estabilidad dimensional y resistencia a la fluencia a temperaturas extremas, lo que las convierte en la opción preferida para hornos de cinta continua, hornos de empuje y operaciones de sinterización por encima de 2000 °F (1093 °C). Las cestas fundidas se producen mediante fundición en arena o fundición a la cera perdida en composiciones de alta aleación, más comúnmente HK-40 (25Cr/20Ni) o aleación HP (26Cr/35Ni), que resisten la oxidación, la carburación y la deformación por fluencia que destruyen los accesorios fabricados en las temperaturas de proceso más altas. Los diseños de fundición suelen tener un piso sólido o semiabierto con paredes de fundición y manijas o orejetas integrales.
- Mejores procesos: Sinterización, soldadura fuerte, endurecimiento al vacío, recocido en solución de aleaciones aeroespaciales, cocción de cerámica a alta temperatura
- Rango de temperatura: 1800 a 2350 °F (982 a 1288 °C)
- Capacidad de carga: 200 a 3000 libras dependiendo del tamaño de la fundición y la aleación
- Debilidad: Alto costo inicial; pesado (agrega una carga muerta significativa al hogar del horno); frágil si recibe un choque térmico
4. Cestas de retorta y accesorios interiores
Las cestas de retorta son contenedores sellados o semisellados que se utilizan dentro de hornos con atmósfera controlada para crear una atmósfera localizada alrededor de un lote específico de piezas sin afectar el entorno más amplio del horno. Son particularmente valiosos en hornos multizona donde diferentes lotes requieren diferentes potenciales de carbono o composiciones atmosféricas simultáneamente. La construcción de la cesta de la retorta suele estar totalmente soldada a partir de láminas y barras de acero inoxidable austenítico o de aleación con alto contenido de níquel.
- Mejores procesos: Recocido brillante, soldadura fuerte en atmósfera controlada, carburación selectiva
- Rango de temperatura: Hasta 2100 °F (1149 °C)
5. Cestas de chapa perforada
Las cestas de chapa perforada combinan la sólida rigidez de las paredes laterales de una estructura de caja con la permeabilidad a la atmósfera de la malla a través de aberturas perforadas o cortadas con láser en los paneles de chapa. Se prefiere este diseño cuando las piezas son lo suficientemente pequeñas como para caer a través de una malla estándar o un espaciado de varillas, pero un marco abierto proporciona un soporte insuficiente para la geometría de carga. Los patrones de perforación (redondos, ranurados o hexagonales) y el porcentaje de área abierta (normalmente entre 30 y 55 %) se seleccionan para equilibrar la integridad estructural con el flujo atmosférico.
- Mejores procesos: Procesamiento de piezas pequeñas (fijaciones, cojinetes, estampados), sinterización de metales en polvo, recocido de piezas recubiertas de cerámica
- Rango de temperatura: Hasta 1.900°F (1.038°C) en aleaciones estándar
6. Accesorios especiales: rejillas, bandejas y cestas colgantes
Los accesorios de bastidor, las bandejas planas y las cestas colgantes están diseñados específicamente para geometrías de piezas específicas, especialmente ejes largos, anillos o componentes delicados de paredes delgadas que se deformarían si se dejaran reposar sobre un piso plano durante el ciclo térmico. Las cestas colgantes suspenden piezas de un marco superior, lo que permite que la gravedad ayude a mantener las tolerancias dimensionales durante el recocido o el alivio de tensiones. Las bandejas planas se utilizan para chapas finas o piezas estampadas que deben permanecer planas. Los accesorios de bastidor orientan el material tubular o de barra verticalmente para un calentamiento circunferencial uniforme.
- Mejores procesos: Recocido de precisión de piezas aeroespaciales, templado de resortes, procesamiento de ejes y tubos.
- Rango de temperatura: Hasta 2000 °F (1093 °C) según el diseño y la aleación
¿De qué aleación debería estar hecha su cesta de tratamiento térmico?
unlloy selection is the single most consequential decision in heat treating basket specification — using a 304 stainless basket in a 1,900°F carburizing atmosphere will result in failure within a handful of cycles, while an appropriately specified RA330 or HK-40 basket may last hundreds of cycles in the same environment.
| unlloy / Grade | Temperatura máxima continua | Resistencia a la oxidación | Resistencia a la carburación | Resistencia a la fluencia | Costo relativo | Aplicación típica |
|---|---|---|---|---|---|---|
| 304/316 inoxidable | 1,500°F (816°C) | Feria | pobre | pobre | $ | Templado, recocido únicamente a baja temperatura |
| 309 inoxidable | 1.800°F (982°C) | bueno | Feria | Feria | $$ | Hornos de recocido general y temperatura moderada. |
| 310 inoxidable | 2000°F (1093°C) | Muy bueno | Feria | bueno | $$ | Carburación, normalización, endurecimiento. |
| RA330 (Fe-35Ni-18Cr) | 2100°F (1149°C) | Excelente | bueno | bueno | $$$ | Carburación, carbonitruración, ciclos de servicio pesado |
| HK-40 (fundido 25Cr/20Ni) | 2100°F (1149°C) | Excelente | bueno | Excelente | $$$ | Hornos continuos, bandejas empujadoras, ciclos de alta carga. |
| Aleación HP (fundida 26Cr/35Ni) | 2200°F (1204°C) | Excelente | Muy bueno | Excelente | $$$$ | Sinterización, soldadura fuerte a alta temperatura, recocido aeroespacial |
| unlloy 601 (Ni-23Cr-1.4Al) | 2200°F (1204°C) | Excelente | Excelente | Muy bueno | $$$$ | Carburación severa, hornos de vacío, servicio cíclico. |
Tabla 1: Comparación de aleaciones de cestas de tratamiento térmico por capacidad de temperatura, resistencia a la corrosión y costo. Guía de costos: $ = estándar, $$$$ = aleación premium con alto contenido de níquel o especial.
Cómo dimensionar una cesta de tratamiento térmico según el peso de la carga y la geometría de la pieza
El tamaño correcto de una canasta de tratamiento térmico es un cálculo de tres partes: peso máximo de carga, área abierta mínima para el flujo atmosférico y peso muerto de la canasta como fracción de la capacidad total de carga del horno.
Paso 1: Determinar la carga parcial máxima por cesta
Comience con la carga de solera nominal del fabricante del horno en libras/pie², generalmente de 15 a 40 libras/pie² para hornos de atmósfera discontinua y de 10 a 25 libras/pie² para hornos de cinta continua. Multiplique por el área efectiva del hogar utilizada por canasta. Luego resta el peso muerto de la canasta. Para un horno discontinuo con una clasificación de 25 lbs/ft² y una superficie de canasta de 24 × 36 pulgadas (6 pies²), la carga bruta por canasta es de 150 lbs. Si la canasta de malla de alambre pesa 30 libras, la carga parcial neta disponible es de 120 libras.
Paso 2: Calcule el área abierta requerida para la circulación atmosférica
La práctica industrial para la cementación y nitruración atmosférica requiere un mínimo de 35 a 50 % de área abierta en el piso y las paredes de la canasta para garantizar una circulación atmosférica adecuada alrededor de las piezas. Para una canasta de malla, área abierta = (área de apertura ÷ área total del panel) × 100. El piso de una canasta tejido con alambre de 0,120 pulgadas en un paso de apertura cuadrada de 1/2 pulgada tiene aproximadamente un 51 % de área abierta, lo que es adecuado para la mayoría de los procesos atmosféricos. Reduzca el tamaño de la abertura (y por lo tanto el área abierta) solo cuando haya riesgo de que se caigan piezas pequeñas y compense aumentando la velocidad del ventilador o la circulación en el horno.
Paso 3: administre el peso muerto de la canasta como fracción de la carga del horno
Idealmente, una canasta de tratamiento térmico no debería representar más del 20% al 25% del peso total de la carga del horno (canasta de piezas). Superar esta proporción significa que el horno está quemando una cantidad significativa de energía calentando la canasta en lugar de las piezas, lo que aumenta directamente el costo de energía por pieza procesada. Una canasta de 50 libras que procesa 200 libras de piezas (una proporción de peso muerto del 20%) está bien optimizada; una canasta de 50 libras que procesa solo 50 libras de piezas (relación de peso muerto del 50%) debe rediseñarse con una aleación más liviana o un accesorio más pequeño construido específicamente.
Rendimiento de la cesta de tratamiento térmico por proceso: una comparación directa
Los diferentes procesos de tratamiento térmico imponen demandas fundamentalmente diferentes en el diseño de la canasta: lo que funciona perfectamente en un horno de templado puede fallar catastróficamente en una atmósfera de cementación a una temperatura 200°F más alta. La siguiente tabla resume el tipo de cesta y la aleación óptimos para los procesos térmicos más comunes.
| Proceso | Rango de temperatura típico | untmosphere | Tipo de cesta recomendado | Aleación mínima | Prioridad de diseño clave |
|---|---|---|---|---|---|
| Templado | 300 a 1200 °F (149 a 649 °C) | unir / N₂ | Malla de alambre o chapa perforada | 304 SS | Peso ligero, alto rendimiento |
| unnnealing | 1200 a 1800 °F (649 a 982 °C) | Endotérmico / N₂-H₂ | Malla de alambre o barra fabricada | 309 SS | Área abierta para recocido brillante |
| Carburación de gas | 1.650 a 1.750 °F (899 a 954 °C) | Gas de enriquecimiento endotérmico | Malla de alambre (calibre grueso) | 310 SS / RA330 | Resistencia a la carburación, vida cíclica. |
| carbonitruración | 1400 a 1650 °F (760 a 899 °C) | NH₃ endotérmico | Malla de alambre o chapa perforada | 310 SS / RA330 | Resistencia al nitrógeno, flujo atmosférico. |
| Nitruración de gases | 900 a 1100 °F (482 a 593 °C) | unmmonia | Malla de alambre o barra fabricada | 304 SS (temperatura más baja) | unmmonia penetration, part separation |
| Endurecimiento al vacío | 1800 a 2200 °F (982 a 1204 °C) | alto vacío | Bandejas de grafito o aleación de Mo; emitir HK/HP | unlloy 601 / Graphite | Presión de vapor, sin desgasificación |
| Sinterización (PM) | 1800 a 2350 °F (982 a 1288 °C) | H₂ o NH₃ disociado | Bandejas fundidas HP o revestidas de cerámica | Aleación HP | Planitud, no reactividad con piezas sinterizadas. |
| Alivio del estrés | 400 a 1250 °F (204 a 677 °C) | unir | unny standard mesh or bar basket | 304 SS | Soporte de piezas para evitar distorsiones. |
Tabla 2: Recomendaciones de aleación y tipo de canasta de tratamiento térmico por proceso térmico. La aleación mínima se refiere al material de menor calidad utilizado de manera confiable en servicio; la mejora siempre es aceptable.
Por qué las cestas de tratamiento térmico fallan prematuramente y cómo prevenirlo
Las tres causas principales de fallas prematuras de la canasta de tratamiento térmico son la fragilización por carburación, el agrietamiento por fatiga térmica y la sobrecarga, todas las cuales se pueden prevenir mediante la selección correcta de la aleación, la práctica de carga y la inspección programada.
Fragilización por carburación
En atmósferas de cementación, el carbono del gas de proceso se difunde en la aleación de la cesta a lo largo de muchos ciclos, aumentando progresivamente el contenido de carbono de las capas superficiales de la aleación. Esto convierte la estructura austenítica normalmente dúctil en zonas frágiles y ricas en carburos que se agrietan durante el ciclo térmico. El primer signo visible es una red de finas grietas superficiales, normalmente paralelas a la dirección de mayor tensión térmica. RA330 y Alloy 601 resisten la carburación significativamente mejor que el acero inoxidable 310 estándar debido a su mayor contenido de níquel: el níquel actúa como una barrera termodinámica para la absorción de carbono. Reemplazar las cestas de acero inoxidable 310 con RA330 en un horno de cementación a 1700 °F generalmente extiende la vida útil de 1,5 a 3 veces.
Agrietamiento por fatiga térmica
Cada vez que una canasta pasa de la temperatura ambiente a la de proceso y viceversa, la expansión y contracción térmica diferencial tensiona el material. A lo largo de cientos de ciclos, estas tensiones inician y propagan grietas, particularmente en uniones soldadas, esquinas y áreas de concentración de tensiones geométricas. Minimizar el choque térmico limitando las tasas de enfriamiento a menos de 400 °F/hora (222 °C/hora) extiende significativamente la vida útil de la canasta. En las operaciones de enfriamiento, las cestas experimentan el choque térmico más severo de cualquier paso del proceso; las aleaciones con coeficientes de expansión térmica más bajos (como las aleaciones fundidas) manejan esto mejor que los diseños de láminas o alambres fabricados.
Sobrecarga y distribución desigual de la carga
Colocar cargas por encima de la capacidad de diseño de la canasta, o concentrar piezas pesadas en un área del piso de la canasta, provoca una flacidez permanente (deformación por fluencia) que se acelera con cada ciclo térmico posterior. Un piso de canasta que se hunde 1/4 de pulgada (6 mm) crea una distribución desigual del gas alrededor de las piezas en las esquinas, lo que genera una falta de uniformidad en el proceso. Establecer una marca de peso máximo de carga en cada canasta y hacerla cumplir a través de un sistema de seguimiento de carga. La rotación de las cestas a través de diferentes posiciones en la carga del horno también iguala el desgaste en toda la flota de cestas.
Cómo extender la vida útil de la canasta de tratamiento térmico: mejores prácticas de mantenimiento
un structured inspection and maintenance program can extend heat treating basket service life by 30–60% compared to run-to-failure operation — at a cost that is typically less than 10% of the basket's replacement value per year.
- Disparo entre campañas: El tratamiento térmico de cestas con granallado o granallado cada 50 a 100 ciclos elimina las incrustaciones acumuladas, los depósitos de carbón y los residuos del proceso. Una canasta limpia se calienta y enfría de manera más uniforme, y la inspección de la superficie del metal desnudo revela grietas y corrosión antes de que se propaguen hasta fallar. El granallado también elimina la capa superficial carburada quebradiza en las pocas milésimas de pulgada externas, extendiendo ligeramente la ductilidad de la aleación subyacente.
- Inspeccione las soldaduras en cada granallado: Las uniones soldadas son los puntos de mayor tensión en cualquier canasta fabricada. Utilice una luz brillante y una lupa para comprobar si hay grietas en todos los extremos de la soldadura. Las grietas de menos de 1/2 pulgada (12 mm) a menudo se pueden pulir y volver a soldar con metal de aportación correspondiente. Las grietas de más de 1 pulgada (25 mm) o las grietas que se han propagado dentro del metal base más de 1/4 de pulgada (6 mm) indican que el componente debe retirarse.
- Recuento de ciclos de seguimiento por cesta: unssign each basket a serial number and log its cycles. Most wire mesh baskets have a predictable service life of 300–600 cycles in carburizing service; cast baskets in continuous pusher furnaces commonly run 800–1,500 cycles. Scheduling replacement at 80% of expected life prevents in-furnace failures that contaminate charges and damage furnace hearths.
- unvoid quenching empty baskets: El choque térmico a una canasta vacía, particularmente una bandeja fundida, sin la masa térmica de una carga parcial es significativamente más severo que el enfriamiento con una carga completa. Los ciclos de enfriamiento vacíos pueden consumir entre 5 y 10 ciclos de fatiga térmica equivalentes por evento. Establecer una regla de operación contra el enfriamiento innecesario de accesorios vacíos.
- Enderece las cestas deformadas temprano: La distorsión menor en las cestas fabricadas se puede corregir alisándolas en caliente en una prensa o con herramientas hidráulicas mientras la cesta aún está caliente por el servicio del horno. Una canasta deformada más de 1/2 pulgada (12 mm) fuera del plano debe enderezarse antes de la siguiente carga; una canasta significativamente deformada se carga de manera desigual y acelera la fluencia en ciclos posteriores.
Preguntas frecuentes sobre cestas de tratamiento térmico
¿Cómo sé cuándo es necesario reemplazar una canasta de tratamiento térmico?
Reemplace una canasta de tratamiento térmico cuando se observe cualquiera de las siguientes condiciones: grietas en las uniones soldadas que excedan 1 pulgada de largo o que penetren el metal base; hundimiento visible o distorsión del piso superior a 3/4 de pulgada (19 mm) fuera del plano; roturas de alambre en paneles de malla que cubren más del 5% del área total del panel; picaduras por corrosión a una profundidad superior al 15% del espesor de pared original del material; o cualquier evidencia de grietas a través de las paredes que podrían permitir que las piezas se caigan durante el enfriamiento. Es preferible realizar un seguimiento del recuento de ciclos y programar el reemplazo proactivo entre el 75% y el 80% de la vida útil esperada que esperar a que se produzca una falla visible.
¿Puedo utilizar una canasta de acero inoxidable estándar en un horno de cementación?
El acero inoxidable 304 y 316 no se recomienda para hornos de cementación que funcionan por encima de 1500 °F (816 °C). Estas aleaciones tienen un contenido de níquel relativamente bajo (8–12%) y absorberán carbono rápidamente de las atmósferas de cementación, volviéndose quebradizas en 20 a 50 ciclos. El acero inoxidable 310 (25Cr/20Ni) es el grado mínimo recomendado para el servicio de cementación; Se prefieren RA330 o Alloy 601 para una larga vida útil y un funcionamiento rentable durante todo el ciclo de vida de la cesta.
¿Qué tamaño de apertura de malla debo utilizar para piezas pequeñas como sujetadores o cojinetes?
La apertura de la malla no debe ser mayor que el 60 % de la dimensión más pequeña de la pieza más pequeña del lote; esto evita que las piezas se atasquen o caigan a través de la malla durante la carga, el procesamiento y la descarga. Para pernos M8 (diámetro de cabeza de aproximadamente 13 mm/0,51 pulgadas), la apertura máxima de la malla es de aproximadamente 8 mm/0,31 pulgadas. Para rodamientos de bolas con un diámetro exterior de 10 mm, utilice una apertura máxima de 6 mm. Cuando las piezas son demasiado pequeñas para cualquier abertura de malla práctica, la alternativa preferida son paneles de chapa perforada con perforaciones redondas de 2 a 4 mm.
¿Por qué se deforman las cestas tratadas térmicamente? ¿Se puede prevenir la deformación?
La deformación se produce porque ninguna aleación se calienta y enfría a un ritmo perfectamente uniforme en todas las secciones: las secciones más gruesas van por detrás de las más delgadas, lo que crea tensiones diferenciales de expansión térmica que deforman permanentemente la canasta a lo largo de muchos ciclos. El diseño simétrico (pesos de sección iguales en todos los lados), la minimización de las discontinuidades de masa en las soldaduras y el uso de nervaduras de refuerzo transversal debajo de secciones grandes del piso reducen la tendencia a la deformación. Evitar la sobrecarga y mantener la distribución de la carga lo más uniforme posible en el piso de la canasta también reduce la deformación acumulativa por ciclo al mantener una distribución uniforme de la temperatura a través de la canasta.
¿Cuánto cuesta una canasta de tratamiento térmico y qué determina el precio?
Las cestas de tratamiento térmico de malla de alambre estándar en acero inoxidable 310 para tamaños de hornos por lotes comunes (18 × 24 × 12 pulgadas) generalmente cuestan entre $ 200 y $ 600, según el calibre del alambre y la aleación. La actualización a RA330 para la misma geometría agrega entre un 25 % y un 50 % al costo del material, pero generalmente ofrece entre 2 y 3 veces la vida útil, lo que mejora la economía general del costo por ciclo. Las cestas fundidas en aleación HK-40 o HP para bandejas de hornos continuos oscilan entre 400 y 2500 dólares, según el tamaño y la complejidad de la fundición. Los accesorios especiales personalizados con características mecanizadas o tolerancias de precisión pueden alcanzar entre $ 3000 y $ 8000 para aplicaciones aeroespaciales o de hornos de vacío.
¿Debo usar un revestimiento o un medio separador dentro de mi canasta de tratamiento térmico?
Para las operaciones de sinterización, comúnmente se colocan papel de fibra cerámica, tablero de alúmina o láminas fijadoras de MgO en el piso de la canasta para evitar la reacción entre las piezas sinterizadas y la aleación de la canasta; el contacto entre los compactos de polvo de sinterización y las superficies de la aleación puede causar contaminación o unión de la pieza al dispositivo. Para endurecer y cementar acero, normalmente no se necesita revestimiento; Las piezas deben descansar directamente sobre la malla o barra para maximizar la transferencia de calor. En el endurecimiento al vacío de titanio o aleaciones reactivas, los separadores de grafito o fibra cerámica evitan la recogida de la aleación desde los puntos de contacto de la cesta.
Resumen: Cómo seleccionar la canasta de tratamiento térmico adecuada para su proceso
La canasta de tratamiento térmico óptima es la que se adapta a la temperatura específica de su proceso, la agresividad de la atmósfera, la geometría de la pieza, el peso de la carga y los ciclos requeridos por año, y la decisión más importante en esa especificación es la selección de la aleación.
- Primero haga coincidir la aleación con la temperatura y la atmósfera: 304 SS para templado por debajo de 1500°F; 310 SS para carburación general; RA330 o Aleación 601 para carburación de servicio pesado o temperaturas de hasta 2100 °F; Piezas fundidas de aleaciones HP para sinterización y aplicaciones de temperaturas extremas
- Seleccione el tipo de cesta que se ajuste a la geometría y al proceso de la pieza: Mallas de alambre para procesos atmosféricos críticos; barra fabricada para piezas pesadas o grandes; bandejas de fundición para temperaturas extremas y hornos continuos; chapa perforada para piezas pequeñas
- Tamaño correcto: El peso muerto de la canasta no debe exceder del 20 al 25 % de la carga total del horno; Área de piso abierta mínima de 35 a 50 % para procesos con atmósfera crítica
- Implementar un programa de mantenimiento: Granalle e inspeccione cada 50 a 100 ciclos; seguimiento del recuento de ciclos; reemplazar proactivamente al 75-80% de la vida útil esperada
- Calcule el costo del ciclo de vida, no el precio de compra: un basket that costs 2× as much but lasts 3× as long is the economically correct choice in virtually every production environment