English
English русский
русский Español
Español عربى
عربىBandejas de tratamiento térmico son accesorios industriales que se utilizan para sujetar, soportar y transportar componentes metálicos u otras piezas de trabajo a través de procesos de hornos de alta temperatura, como recocido, endurecimiento, carburación, nitruración y templado. el derecho bandeja de tratamiento térmico garantiza una distribución uniforme del calor, evita la distorsión de las piezas y sobrevive a ciclos térmicos repetidos, lo que afecta directamente la calidad del producto terminado y el costo operativo del proceso de tratamiento térmico.
Elegir el material o el diseño de la bandeja incorrecto es un error costoso: la falla prematura de la bandeja altera los programas de producción, contamina las atmósferas de los hornos y puede comprometer la integridad metalúrgica de las piezas que se procesan. Esta guía cubre todo lo que necesita saber, desde la selección de aleaciones y la geometría de la bandeja hasta las mejores prácticas de carga, mantenimiento y comparaciones de costos.
Contenido
- 1 Por qué las bandejas de tratamiento térmico son fundamentales para las operaciones de hornos industriales
- 2 ¿Qué materiales se utilizan para fabricar bandejas de tratamiento térmico?
- 3 ¿Cómo se comparan los diferentes materiales de las bandejas de tratamiento térmico?
- 4 ¿Qué diseño de bandeja de tratamiento térmico es el adecuado para su aplicación?
- 5 ¿Cómo se utilizan las bandejas de tratamiento térmico en los diferentes procesos?
- 6 Cómo maximizar la vida útil de las bandejas de tratamiento térmico
- 7 ¿Cuál es el costo total de propiedad de las bandejas de tratamiento térmico?
- 8 Preguntas frecuentes sobre las bandejas de tratamiento térmico
- 8.1 P: ¿Cuál es el factor más importante al seleccionar una bandeja de tratamiento térmico?
- 8.2 P: ¿Se pueden reparar o reacondicionar las bandejas de tratamiento térmico?
- 8.3 P: ¿Por qué las bandejas de tratamiento térmico se deforman con el tiempo?
- 8.4 P: ¿Existen bandejas de tratamiento térmico adecuadas para hornos de vacío?
- 8.5 P: ¿Cómo sé cuándo es necesario reemplazar una bandeja de tratamiento térmico?
- 8.6 P: ¿Cuál es la diferencia entre una bandeja de tratamiento térmico y una canasta de tratamiento térmico?
- 8.7 P: ¿Puedo utilizar bandejas de acero inoxidable para tratamiento térmico?
- 9 Cómo especificar bandejas de tratamiento térmico: una lista de verificación práctica
Por qué las bandejas de tratamiento térmico son fundamentales para las operaciones de hornos industriales
Las bandejas de tratamiento térmico no son soportes pasivos: son componentes de ingeniería que afectan directamente la uniformidad térmica, la consistencia atmosférica y la calidad de las piezas durante todo el ciclo de tratamiento térmico. Una bandeja que se deforma, se oxida excesivamente o conduce el calor de manera desigual producirá resultados inconsistentes incluso cuando el horno esté funcionando correctamente.
En una operación de tratamiento térmico de alto volumen para automóviles, por ejemplo, un solo lote de engranajes mal soportados puede dar como resultado una variación de la dureza de la superficie de ±5 HRC o más — muy por fuera de las tolerancias requeridas para los componentes de la transmisión. El culpable a menudo no son los parámetros del horno sino el diseño de la bandeja: piezas apiladas demasiado densamente, flujo de aire bloqueado por pisos de bandeja sólidos o masa térmica que no coincide con el tiempo del ciclo.
Más allá de la calidad de las piezas, bandeja de tratamiento térmicos representan un coste recurrente importante. En operaciones continuas de horno de cinta y empujador, las bandejas pueden completar miles de ciclos térmicos al año . Seleccionar una aleación de bandeja o una composición cerámica que extienda la vida útil de 200 ciclos a 800 ciclos puede reducir los costos anuales de instalación en un 60 % o más.
¿Qué materiales se utilizan para fabricar bandejas de tratamiento térmico?
Las bandejas de tratamiento térmico se fabrican a partir de tres familias de materiales principales: acero aleado resistente al calor (fundido o forjado), materiales cerámicos y refractarios y compuestos de carburo de silicio, cada uno de ellos adecuado para diferentes rangos de temperatura, atmósferas y requisitos de carga. La decisión de selección depende de la temperatura máxima de funcionamiento, la frecuencia del ciclo térmico, la química de la atmósfera del horno y el presupuesto.
1. Bandejas de acero aleado resistentes al calor
Las bandejas de tratamiento térmico de acero aleado son el tipo más utilizado en operaciones de hornos industriales y ofrecen un excelente equilibrio entre resistencia mecánica, resistencia al choque térmico y rentabilidad a temperaturas de hasta aproximadamente 1150 °C (2100 °F). Las familias de aleaciones comunes incluyen:
- Aleación HH (25Cr-12Ni): Adecuado para temperaturas de hasta 1.090°C. Buena resistencia a la oxidación y coste moderado. Ampliamente utilizado en aplicaciones de cementación y endurecimiento neutro.
- Aleación HK (25Cr-20Ni): Un mayor contenido de níquel mejora la resistencia a la fluencia a temperaturas elevadas. Preferido para tiempos de ciclo más largos y cargas más pesadas.
- Aleación HT (15Cr-35Ni): Excelente resistencia a la fatiga térmica. Comúnmente utilizado en aplicaciones de atmósfera de cementación donde se debe minimizar la captación de carbón por la propia bandeja.
- Aleación HP (25Cr-35Ni Nb): Las adiciones de niobio mejoran la resistencia a temperaturas muy altas. Se utiliza en aplicaciones exigentes de cementación de gas y tratamiento térmico al vacío hasta 1150 °C.
- Superaleaciones a base de Ni (p. ej., tipo Inconel): Reservado para las aplicaciones de temperaturas más extremas, superiores a 1100 °C, donde las aleaciones a base de hierro se acercan a sus límites de servicio.
2. Bandejas de tratamiento térmico cerámico y refractario
Las bandejas cerámicas de tratamiento térmico destacan en aplicaciones de temperaturas muy altas, superiores a 1200 °C y en atmósferas químicamente agresivas donde las aleaciones metálicas se degradarían rápidamente, pero son quebradizas y deben manipularse con cuidado para evitar grietas. Los materiales cerámicos comunes incluyen:
- Alúmina (Al₂O₃): Excelente inercia química y capacidad de temperatura de hasta 1.600 °C. Se utiliza en aplicaciones de sinterización, soldadura fuerte y recocido a alta temperatura.
- Mullita (3Al₂O₃·2SiO₂): Buena resistencia al choque térmico en relación con la alúmina pura. Una opción práctica para aplicaciones con cambios rápidos de temperatura.
- Cordierita: El coeficiente de expansión térmica muy bajo lo hace altamente resistente al choque térmico. Comúnmente utilizado en muebles de hornos y accesorios de tratamiento térmico a baja temperatura.
- Circonio (ZrO₂): Soporta temperaturas de hasta 2200 °C. Caro, pero indispensable cuando se requiere simultáneamente resistencia extrema al calor y a los productos químicos.
3. Bandejas compuestas de carburo de silicio (SiC)
Las bandejas de tratamiento térmico de carburo de silicio combinan una alta conductividad térmica con una excelente resistencia a la oxidación y resistencia mecánica a temperaturas elevadas, lo que las convierte en una opción premium para aplicaciones que exigen una transferencia de calor rápida y uniforme. Las bandejas de SiC son significativamente más caras que las de aleación, pero pueden ofrecer una vida útil varias veces mayor en aplicaciones exigentes, lo que las hace rentables a largo plazo en operaciones de alto ciclo.
¿Cómo se comparan los diferentes materiales de las bandejas de tratamiento térmico?
Una comparación directa lado a lado de los materiales de las bandejas de tratamiento térmico revela claras compensaciones entre la capacidad de temperatura, la resistencia al choque térmico, el peso, el costo y la vida útil esperada. La siguiente tabla proporciona una descripción general estructurada para respaldar las decisiones de selección.
| Materiales | Temperatura máxima (°C) | Resistencia al choque térmico | Peso relativo | Costo relativo | Vida útil típica |
| Acero de aleación HH | 1.090 | bueno | pesado | Bajo-medio | 200–500 ciclos |
| Acero de aleación HK | 1,120 | bueno | pesado | Medio | 300–600 ciclos |
| Acero de aleación HP | 1.150 | Muy bueno | pesado | Medio–High | 500–1000 ciclos |
| Cerámica Cordierita | 1.300 | Excelente | Luz | Medio | Variable (frágil) |
| Cerámica de alúmina | 1.600 | moderado | Luz–Medium | Medio–High | Largo si se maneja con cuidado |
| Carburo de silicio (SiC) | 1.650 | Excelente | Medio | Alto | 800–2000 ciclos |
| Superaleación base Ni | 1.200 | bueno | pesado | muy alto | 1.000 ciclos |
Tabla 1: Descripción general comparativa de los materiales de las bandejas de tratamiento térmico según los parámetros clave de rendimiento, incluida la capacidad de temperatura, la resistencia al choque térmico, el peso, el costo y la vida útil.
¿Qué diseño de bandeja de tratamiento térmico es el adecuado para su aplicación?
El diseño correcto de la bandeja de tratamiento térmico depende de cinco variables clave: el tipo de proceso de tratamiento térmico, la temperatura máxima de funcionamiento, la atmósfera del horno, la geometría y el peso de la pieza y el volumen de producción. La geometría de la bandeja es tan importante como la selección del material: incluso la mejor aleación tendrá un rendimiento inferior en un diseño que crea puntos calientes, restringe el flujo de gas o impone una tensión excesiva en las uniones soldadas.
Bandejas de piso sólido versus bandejas de rejilla/malla
Las bandejas de tratamiento térmico de piso sólido brindan el máximo soporte a las piezas y son mejores para componentes pequeños o delicados, mientras que las bandejas de piso de rejilla o malla permiten una circulación superior de gas y calor y se prefieren en aplicaciones de hornos atmosféricos como la carburación con gas o la nitruración con gas.
En una aplicación de cementación con gas, por ejemplo, una bandeja de piso sólido puede crear una zona de "sombra" directamente debajo de las piezas apiladas, lo que resulta en un menor potencial de carbono en la superficie de la pieza más cercana al piso de la bandeja. Se ha demostrado que cambiar a un diseño de piso de malla en la misma aplicación reduce la variación de la profundidad de la caja en 15-25% en todo el lote.
Altura de la pared de la bandeja y diseño del borde
Las bandejas de lados inferiores con bordes abiertos permiten una mejor circulación de la atmósfera alrededor de la carga, mientras que las bandejas de paredes más profundas ofrecen una mejor contención de piezas para componentes pequeños o de forma irregular que podrían moverse durante la manipulación. Para secuencias de enfriamiento y revenido donde las piezas se templan en canasta directamente en la bandeja, la integridad estructural del borde bajo cargas rápidas de choque térmico se vuelve primordial.
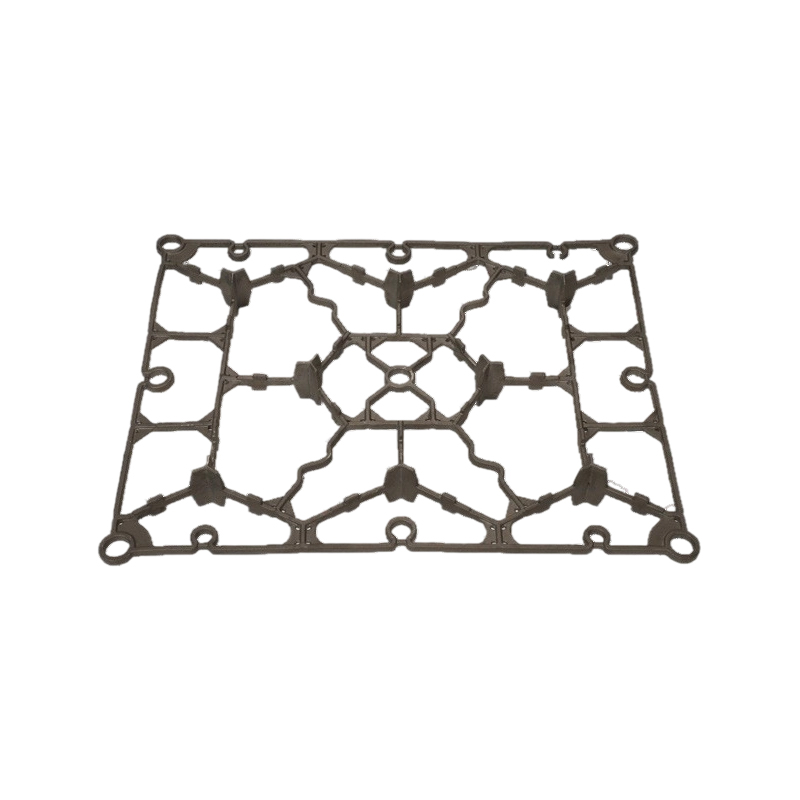
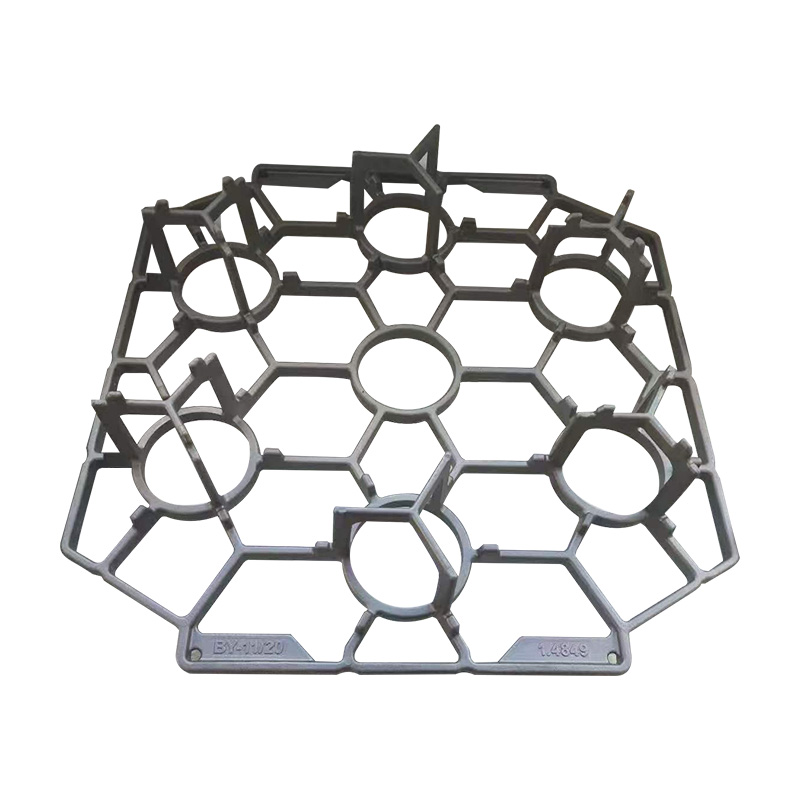
Bandejas de tratamiento térmico fundidas o fabricadas
Las bandejas fundidas para tratamiento térmico ofrecen una resistencia superior a la fluencia a altas temperaturas y pueden incorporar una geometría compleja en una sola pieza, mientras que las bandejas fabricadas (soldadas) son más livianas, más fáciles de personalizar y generalmente tienen un costo inicial más bajo. Las uniones soldadas en las bandejas fabricadas suelen ser el primer punto de falla bajo ciclos térmicos repetidos, una limitación que hace que las bandejas fundidas sean preferibles en aplicaciones de alto ciclo y alta temperatura a pesar de su mayor peso y costo.
¿Cómo se utilizan las bandejas de tratamiento térmico en los diferentes procesos?
Las bandejas de tratamiento térmico cumplen diferentes funciones funcionales según el proceso térmico específico, y comprender esas funciones es esencial para seleccionar la especificación de bandeja adecuada para cada aplicación.
| Proceso de tratamiento térmico | Rango de temperatura | Material de bandeja recomendado | Requisito de bandeja de llaves |
| Carburación de gas | 850–980°C | Aleación HT o HP (suelo de malla) | Flujo de aire abierto y resistente al carbono |
| Nitruración de gases | 480–580°C | Aleación HH o 304 SS | Compatibilidad con la atmósfera de nitrógeno |
| Endurecimiento neutro | 800–1000°C | Aleación HK o aleación HP | Estabilidad térmica, capacidad de carga. |
| recocido | 650–900°C | Aleación HH o SiC | Distribución uniforme del calor |
| Tratamiento térmico al vacío | 900–1300°C | Molibdeno, grafito o SiC | Baja desgasificación, estabilidad al vacío. |
| Sinterización (piezas PM) | 1.100–1.400°C | Cerámica de alúmina o SiC | Inercia química, planitud. |
| Templado | 150–700°C | Acero de aleación estándar o SUS | Capacidad de carga, planitud |
| Soldadura fuerte | 600–1200°C | Cerámica de alúmina o SiC | No reactividad con aleación de soldadura fuerte |
Tabla 2: Materiales recomendados para las bandejas de tratamiento térmico y prioridades de diseño acordes con los procesos comunes de tratamiento térmico industrial y sus rangos de temperatura de funcionamiento.
Cómo maximizar la vida útil de las bandejas de tratamiento térmico
Extender la vida útil de las bandejas de tratamiento térmico requiere una práctica de carga correcta, velocidades controladas de calentamiento y enfriamiento, inspecciones regulares y hacer coincidir el material de las bandejas con las condiciones operativas reales en lugar de los máximos teóricos. Incluso las bandejas de aleación premium fallan prematuramente cuando se las somete a tensiones evitables.
Cargando mejores prácticas
- No exceda la capacidad de carga nominal de la bandeja. La sobrecarga acelera la deformación por fluencia, particularmente a temperaturas superiores a 900 °C, donde la resistencia de la aleación cae significativamente.
- Distribuya la carga uniformemente a lo largo del piso de la bandeja. Las cargas puntuales concentradas crean concentraciones de tensión que inician grietas en soldaduras o defectos de fundición.
- Nunca apile bandejas a menos que el diseño esté específicamente clasificado para apilar. Las bandejas no apiladas utilizadas en aplicaciones de apilamiento frecuentemente fallan en la soldadura del borde dentro de 50 a 100 ciclos.
- Utilice accesorios y separadores. para evitar el contacto directo de metal con metal entre las piezas y la superficie de la bandeja en aplicaciones de cementación, reduciendo la transferencia de carbono y la contaminación de la superficie.
Gestión de ciclos térmicos
- Evite el choque térmico controlando las velocidades de calentamiento y enfriamiento, particularmente para bandejas de cerámica. Se recomienda una velocidad de rampa máxima de 5 a 10 °C por minuto para bandejas de cordierita y alúmina.
- Deje que las bandejas se enfríen antes de apagarlas. componentes cargados cuando el proceso lo permita. El enfriamiento directo con carga completa aplica el máximo estrés térmico a la bandeja en su estado más vulnerable: completamente empapada a la temperatura máxima.
- Gire la orientación de la bandeja periódicamente en hornos continuos para igualar el desgaste de los puntos calientes creados por la proximidad del quemador o la geometría del horno.
Calendario de inspección y mantenimiento
- Inspeccione las bandejas visualmente cada 50 ciclos. para deformaciones, grietas en soldaduras, desconchados de superficies (cerámicas) e incrustaciones de oxidación excesiva (bandejas de aleación).
- Mida periódicamente la planitud de la bandeja usando una regla. Una desviación de más de 5 mm a lo largo del ancho de la bandeja generalmente indica que la bandeja debe retirarse o repavimentarse.
- Limpiar las bandejas regularmente para eliminar depósitos de carbón, incrustaciones de óxido y residuos de piezas que pueden actuar como aislantes térmicos o reaccionar químicamente con los materiales de la bandeja a temperaturas elevadas.
- Seguimiento del recuento de ciclos por bandeja utilizando un sistema de etiquetado o codificación. Reemplace las bandejas de manera proactiva según la esperanza de vida específica de la aleación en lugar de esperar a que se produzcan fallas visibles.
¿Cuál es el costo total de propiedad de las bandejas de tratamiento térmico?
El costo total de propiedad (TCO) de las bandejas de tratamiento térmico se extiende mucho más allá del precio de compra y debe tener en cuenta la vida útil, el impacto energético de la masa térmica de la bandeja, los costos de manipulación y el costo de la interrupción de la producción debido a una falla prematura de la bandeja. Una bandeja que cuesta tres veces más pero dura cinco veces más es casi siempre la mejor inversión en operaciones de gran volumen.
| Factor de costo | Bandeja de aleación HH | Bandeja de aleación HP | Bandeja compuesta de SiC |
| Precio de compra unitario típico | $150–$400 | $350–$900 | $800–$2500 |
| Vida útil esperada | 200–400 ciclos | 500–1000 ciclos | 1000-2500 ciclos |
| Costo por ciclo (aprox.) | $0,50–$1,50 | $0,45–$1,20 | $0,50–$1,40 |
| Masa térmica (impacto energético) | Alto | Alto | Medio |
| Manejando la complejidad | Bajo | Bajo | Medio (brittle risk) |
| Escenario de mejor valor | Bajo-volume, moderate temp | Alto-volume carburizing | Ciclo muy alto, alta temperatura |
Tabla 3: Comparación del costo total de propiedad para tres tipos comunes de bandejas de tratamiento térmico según el precio de compra, la vida útil, el costo por ciclo y los factores operativos.
Un factor de costo que a menudo se pasa por alto es masa térmica de la bandeja . Las bandejas pesadas de aleación fundida absorben una cantidad significativa de energía durante el calentamiento, lo que aumenta tanto el tiempo del ciclo como el consumo de combustible o electricidad. En una instalación que ejecuta 500 ciclos por año con 20 bandejas con un peso promedio de 25 kg, cambiar a un diseño de bandeja de SiC más liviano (peso promedio 12 kg) puede reducir el consumo de energía del horno por ciclo en 8-15% – ahorros que se acumulan rápidamente con el tiempo.
Preguntas frecuentes sobre las bandejas de tratamiento térmico
P: ¿Cuál es el factor más importante al seleccionar una bandeja de tratamiento térmico?
El factor más importante es hacer coincidir la temperatura del material de la bandeja y la compatibilidad atmosférica con las condiciones reales de su proceso, no con la temperatura nominal máxima del horno. Muchas operaciones utilizan bandejas con capacidad para 1150 °C en procesos que nunca superan los 950 °C, desperdiciando dinero en contenido de aleación innecesario. Por el contrario, hacer funcionar un material de bandeja en su límite o cerca de él acelera drásticamente la degradación. Comience con la temperatura real del proceso y la química de la atmósfera, luego avance hasta la aleación o familia cerámica adecuada.
P: ¿Se pueden reparar o reacondicionar las bandejas de tratamiento térmico?
Las bandejas de tratamiento térmico de acero aleado a menudo se pueden reacondicionar mediante soldadura especializada utilizando una aleación de relleno correspondiente, pero la zona reparada generalmente tendrá una menor resistencia a la fatiga que la fundición o fabricación original. El reacondicionamiento es más rentable para bandejas grandes y complejas donde el costo de reparación está muy por debajo del costo de reemplazo. Las bandejas de cerámica y SiC generalmente no se pueden reparar de manera significativa: las grietas se propagan rápidamente bajo el ciclo térmico y una bandeja de cerámica agrietada debe retirarse inmediatamente para evitar la contaminación del horno y daños a las piezas.
P: ¿Por qué las bandejas de tratamiento térmico se deforman con el tiempo?
La deformación de la bandeja de tratamiento térmico es causada por la deformación por fluencia acumulada: la deformación plástica lenta y permanente del metal bajo tensión sostenida a temperatura elevada. Cada vez que una bandeja se calienta a la temperatura de proceso bajo una carga, la aleación experimenta una fluencia microscópica. Durante cientos de ciclos, esto se acumula y produce una flacidez o distorsión visible. Temperaturas de proceso más altas, cargas más pesadas y tiempos de ciclo más largos aceleran la fluencia. Las contramedidas más efectivas son usar una aleación con mayor resistencia a la fluencia (por ejemplo, HP versus HH) o reducir la carga por bandeja.
P: ¿Existen bandejas de tratamiento térmico adecuadas para hornos de vacío?
Sí, el tratamiento térmico al vacío requiere bandejas fabricadas con materiales con tasas de desgasificación muy bajas y sin componentes volátiles que contaminarían la atmósfera de vacío o reaccionarían con piezas a temperatura elevada. Las bandejas de aleación de molibdeno, las bandejas de grafito y ciertos grados de SiC son las opciones preferidas para aplicaciones de vacío. Las aleaciones estándar de hierro, cromo y níquel no son adecuadas para uso en alto vacío por encima de aproximadamente 1000 °C debido a la volatilización del cromo. También se deben evitar al vacío las bandejas cerámicas con aglutinantes que contengan compuestos volátiles.
P: ¿Cómo sé cuándo es necesario reemplazar una bandeja de tratamiento térmico?
Reemplace una bandeja de tratamiento térmico cuando muestre grietas visibles en soldaduras o paredes de fundición, deformaciones que excedan los 5 mm en todo su tramo, incrustaciones de oxidación superficial significativas que reduzcan la sección estructural o cuando los datos de calidad de las piezas muestren una variabilidad creciente que se correlacione con la condición de la bandeja. El reemplazo proactivo basado en el recuento de ciclos rastreados siempre es preferible al reemplazo reactivo después de una falla: una bandeja que colapsa a mitad del ciclo puede dañar las piezas, contaminar el horno y provocar horas de inactividad no planificada.
P: ¿Cuál es la diferencia entre una bandeja de tratamiento térmico y una canasta de tratamiento térmico?
Una bandeja de tratamiento térmico tiene una base plana y lados bajos optimizados para cargar componentes planos o en capas, mientras que una canasta de tratamiento térmico tiene paredes más altas y una estructura de malla o alambre abierta diseñada para la carga masiva de piezas pequeñas como sujetadores, cojinetes o estampados. Las cestas permiten una excelente penetración en la atmósfera y pueden usarse directamente en tanques de enfriamiento. Las bandejas proporcionan un mejor soporte de piezas y capacidad de carga de pilas. Muchas operaciones utilizan ambos: bandejas para componentes de precisión que requieren un posicionamiento específico y cestas para piezas a granel procesadas en grandes volúmenes.
P: ¿Puedo utilizar bandejas de acero inoxidable para tratamiento térmico?
Los grados estándar de acero inoxidable austenítico (como 304 o 316) son adecuados solo para aplicaciones de tratamiento térmico a baja temperatura por debajo de aproximadamente 800 °C y no se recomiendan para carburación, endurecimiento a alta temperatura u otros procesos exigentes. Por encima de 800 °C, el acero inoxidable estándar pierde resistencia rápidamente y sufre precipitación de carburo en atmósferas de cementación. Para aplicaciones de temperatura moderada, como envejecimiento, alivio de tensiones o recocido a baja temperatura, las bandejas de acero inoxidable ofrecen una solución rentable con buena resistencia a la corrosión en atmósferas de aire.
Cómo especificar bandejas de tratamiento térmico: una lista de verificación práctica
Al especificar bandejas de tratamiento térmico para una aplicación nueva o existente, trabajar con una lista de verificación estructurada garantiza que no se pase por alto ningún parámetro crítico y que la especificación final equilibre el rendimiento, la vida útil y el costo.
- Definir el proceso: ¿Para qué operación de tratamiento térmico se utilizará la bandeja? ¿Cuál es la temperatura máxima y el tiempo de ciclo típico?
- Identifique la atmósfera del horno: ¿Aire, gas endotérmico, nitrógeno, hidrógeno, vacío o amoníaco? Cada atmósfera impone diferentes exigencias químicas al material de la bandeja.
- Especifique la carga: ¿Cuál es el peso máximo de pieza por bandeja? ¿Cuáles son las dimensiones de la pieza? ¿Las piezas son frágiles o propensas a deformarse?
- Determinar el diseño del piso: ¿El proceso requiere circulación de gas a través del piso de la bandeja? En caso afirmativo, especifique un piso de malla o rejilla en lugar de sólido.
- Selecciona el material: Según los requisitos de temperatura, atmósfera y vida útil, elija la familia de aleación o cerámica adecuada de una tabla comparativa de materiales.
- Elija yeso o fabricado: Para aplicaciones de alta temperatura y ciclos elevados, prefiera la construcción fundida. Para cargas más livianas o proyectos con presupuesto limitado, se aceptan bandejas fabricadas.
- Calcular el coste total de propiedad: Compare el costo total por ciclo entre las especificaciones de bandeja candidatas, no solo el precio de compra.
- Planifique los intervalos de inspección y reemplazo: Seguimiento del recuento de ciclos de las bandejas de documentos, criterios de inspección y umbrales de retirada antes de que las bandejas entren en servicio.
Invertir tiempo en la adecuada bandeja de tratamiento térmico La especificación inicial produce dividendos durante toda la vida útil de los accesorios: calidad constante de las piezas, reducción del tiempo de inactividad, menores costos de energía y menos interrupciones de producción no planificadas. Ya sea que su operación procese engranajes automotrices, sujetadores aeroespaciales, implantes médicos o componentes industriales en general, el producto adecuado bandeja de tratamiento térmico es una de las inversiones más apalancadas en su operación de procesamiento térmico.