English
English русский
русский Español
Español عربى
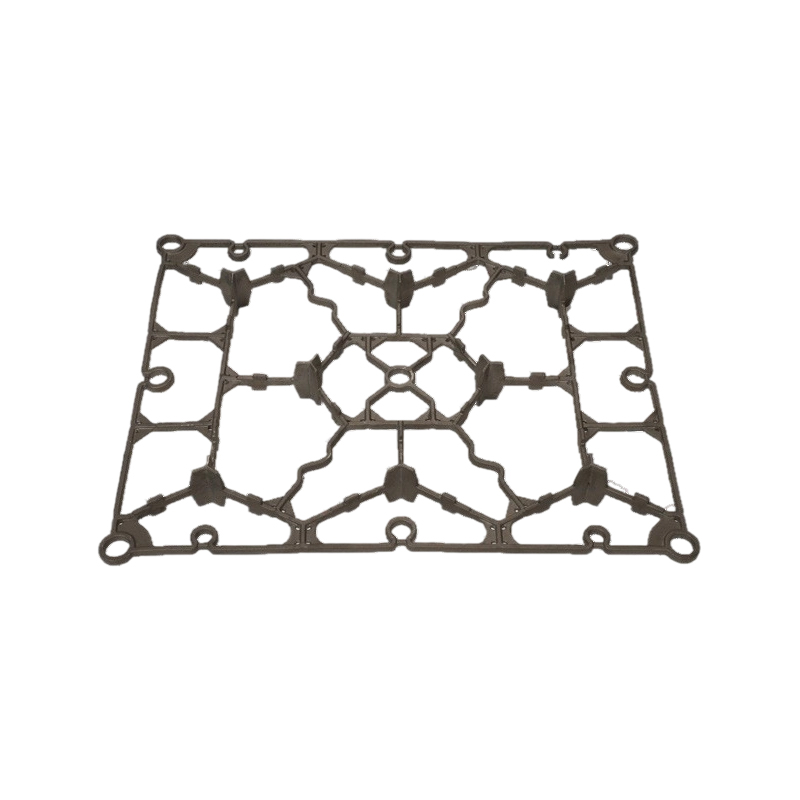
عربىLa fundición de espuma perdida (LFC), también conocida como fundición de patrones evaporativos, es un proceso de fundición de precisión que se utiliza para crear piezas metálicas complejas con alta precisión dimensional y excelente acabado superficial. Esta técnica de fundición avanzada se emplea ampliamente en diversas industrias, incluidas la automotriz, la aeroespacial y la maquinaria pesada, para producir componentes con forma casi neta con requisitos mínimos de posprocesamiento.
El principio básico de la fundición de espuma perdida
El principio fundamental de Fundición de espuma perdida gira en torno al uso de un patrón desechable hecho de espuma, que se reemplaza por metal fundido durante el proceso de fundición. Se crea un patrón, normalmente hecho de poliestireno expandido (EPS) o un polímero similar, en la forma exacta de la pieza final deseada. Este patrón se recubre con un revestimiento cerámico refractario y luego se coloca en un matraz, que posteriormente se llena con arena seca no adherida. La arena se compacta alrededor del patrón, proporcionando un soporte firme.
Luego se vierte el metal fundido directamente en el patrón de espuma. El calor del metal hace que la espuma se vaporice y descomponga instantáneamente, lo que permite que el metal llene toda la cavidad que queda atrás, replicando con precisión la forma y los detalles del patrón original. Los subproductos gaseosos de la espuma se evacuan a través del revestimiento cerámico permeable y la arena.
Pasos clave del proceso de fundición de espuma perdida
-
Fabricación de patrones: El proceso comienza con la creación de un patrón de espuma y su sistema de compuertas. Esto se hace más comúnmente inyectando perlas de poliestireno expandibles en un molde de aluminio y usando vapor para fusionarlas en la forma final del patrón. Para piezas complejas, se pueden producir múltiples secciones de patrón y ensamblarlas en un grupo completo utilizando adhesivos especializados.
-
Ensamblaje de patrones: Los patrones de espuma individuales se unen a un sistema de compuerta de espuma central ( bebedero, guías y elevadores) para formar un grupo o árbol. Este conjunto permite la producción de múltiples piezas en un solo ciclo de fundición, mejorando la eficiencia.
-
Aplicación de Recubrimiento Refractario: El grupo de espuma ensamblado se sumerge en una suspensión de material cerámico refractario. Este recubrimiento es fundamental ya que:
-
Proporciona un acabado superficial liso para la fundición final.
-
Previene la erosión de la arena y la penetración de metales durante el vertido.
-
Permite que los productos gaseosos de la espuma en descomposición escapen a través de su permeabilidad.
Luego, el grupo recubierto se seca completamente en un ambiente controlado para lograr la resistencia y permeabilidad adecuadas.
-
-
Moldeo (compactación de arena): El grupo seco y recubierto se coloca boca abajo en un matraz de acero. Luego se vierte arena de sílice seca y no adherida en el matraz alrededor del patrón. El matraz se hace vibrar sobre una mesa vibratoria para garantizar que la arena fluya hacia todas las cavidades y se compacte densamente alrededor del patrón, proporcionando un soporte estructural crucial durante el vertido del metal.
-
Vertiendo: Una vez compactada la arena, el metal fundido se vierte desde una cuchara directamente en el bebedero del sistema de compuerta de espuma. El metal procede a llenar toda la cavidad, vaporizando y reemplazando simultáneamente el patrón de espuma. La velocidad de vertido y la temperatura deben controlarse cuidadosamente para garantizar que la espuma se descomponga a una velocidad óptima sin causar defectos.
-
Enfriamiento y agitación: Una vez finalizado el vertido, se deja que el metal fundido se solidifique y se enfríe dentro del molde de arena. Luego se invierte el matraz y se hace vibrar la arena alejándola del grupo de fundición de metal ahora sólido. Debido a la naturaleza no adherida de la arena, fluye fácilmente lejos de la pieza fundida y puede enfriarse y reutilizarse para moldes posteriores.
-
Terminando: El paso final implica retirar las piezas fundidas del sistema de compuerta utilizando herramientas de corte como sierras de cinta o muelas abrasivas. Se pueden realizar operaciones de acabado menores, como rectificado ligero o granallado, para lograr las dimensiones finales especificadas y la calidad de la superficie.
La fundición de espuma perdida ofrece ventajas significativas para fabricar componentes complejos con pasajes internos, geometrías intrincadas y necesidades de mecanizado reducidas. Su éxito depende de un control meticuloso en cada paso, desde la calidad del patrón hasta la compactación de la arena y los parámetros de vertido. Como resultado, la fundición de espuma perdida sigue siendo un proceso vital y eficiente en la metalurgia moderna.