English
English русский
русский Español
Español عربى
عربىA tubo radiante es un tubo cerrado, alimentado por gas o calentado eléctricamente, instalado dentro de un horno industrial que transfiere calor a la pieza de trabajo exclusivamente a través de radiación térmica, sin ningún contacto directo entre los gases de combustión y la atmósfera del horno o el material que se procesa. Este diseño de calentamiento indirecto es la solución técnica fundamental para aplicaciones de hornos con atmósfera controlada, como recocido continuo, endurecimiento brillante, carburación y galvanización, donde los productos de combustión (CO₂, H₂O, NOₓ) se oxidarían, descarburarían o contaminarían de otro modo la superficie del metal si se les permitiera ingresar a la cámara del horno. Según el Asociación de Equipos de Calefacción Industrial (IHEA, 2023) , tubo radiantes se instalan en aproximadamente El 65 % de todos los hornos continuos de bandas y discontinuos con atmósfera controlada. en todo el mundo, lo que representa ventas anuales que superan los 420 millones de dólares sólo en el segmento de conjuntos de quemadores y tubos. Entendiendo lo que es tubo radiante Es decir, cómo funciona, qué configuraciones existen y cómo seleccionar el material adecuado para su temperatura de funcionamiento es un conocimiento esencial para los ingenieros de hornos, diseñadores de procesos metalúrgicos y especialistas en gestión de energía.
Contenido
- 1 ¿Cómo funciona un tubo radiante?
- 2 ¿Cuáles son los principales tipos de configuraciones de tubos radiantes?
- 3 ¿Qué configuración de tubo radiante debería elegir? Una comparación directa
- 4 ¿De qué materiales están hechos los tubos radiantes?
- 5 Guía de selección de materiales de tubos radiantes por temperatura de funcionamiento
- 6 ¿Dónde se utilizan los tubos radiantes? Aplicaciones industriales clave
- 7 Cómo maximizar la vida útil y la eficiencia del tubo radiante
- 8 Preguntas frecuentes sobre tubos radiantes
- 8.1 P1: ¿Cuál es la diferencia entre un tubo radiante y una mufla en un horno industrial?
- 8.2 P2: ¿Cuánto dura normalmente un tubo radiante?
- 8.3 P3: ¿Se pueden utilizar tubos radiantes con combustible de hidrógeno?
- 8.4 P4: ¿Qué causa que un tubo radiante falle prematuramente?
- 8.5 P5: ¿Cómo afectan los tubos radiantes a la eficiencia energética del horno?
- 8.6 P6: ¿Cuál es la diferencia entre un tubo radiante y un tubo calentador encendido en una refinería?
- 8.7 P7: ¿Cómo se dimensionan los tubos radiantes para una aplicación de horno específica?
- 9 Lista de verificación de especificaciones y selección de tubos radiantes
¿Cómo funciona un tubo radiante?
A tubo radiante funciona confinando la llama de combustión completamente dentro del tubo, calentando la pared del tubo a temperaturas de 900 °C a 1150 °C (1652 °F a 2102 °F) y luego irradiando ese calor hacia afuera como energía infrarroja a la carga del horno, todo sin que los productos de la combustión entren en la atmósfera del horno. El principio de funcionamiento sigue la ley de radiación térmica de Stefan-Boltzmann: el flujo de calor emitido por unidad de área de la superficie del tubo es proporcional a la cuarta potencia de la diferencia de temperatura absoluta entre la superficie del tubo y la superficie de carga, lo que hace que la temperatura de la superficie del tubo sea la variable dominante en el rendimiento de la calefacción radiante.
La secuencia operativa completa de una caldera de gas. tubo radiante sistema es el siguiente:
- Mezcla de combustible y aire: El gas natural o propano se mezcla con aire de combustión, ya sea en una proporción estequiométrica fija en quemadores convencionales o en una proporción de premezcla pobre en quemadores con bajo contenido de NOₓ, y se inyecta en el extremo del tubo del quemador. El aire de combustión suele precalentarse mediante un recuperador que utiliza la energía de los gases de escape, recuperando entre el 25 % y el 45 % del calor de combustión disponible y elevando la eficiencia térmica del sistema de aproximadamente un 35 % a un 45 % (aire frío) a un 55 % a un 70 % (aire precalentado) por Directrices de recuperación de calor industrial del Departamento de Energía de EE. UU. (DOE, 2022) .
- Combustión dentro del tubo: La llama se propaga a lo largo del interior del tubo desde el extremo del quemador hacia el tramo de retorno o el extremo de escape. En las configuraciones de tubo en U y tubo en W, la llama y los gases de combustión calientes recorren toda la longitud del tubo, transfiriendo calor progresivamente a la pared del tubo a lo largo de todo el recorrido. La temperatura de la llama dentro del tubo normalmente alcanza 1400–1600 °C (2552–2912 °F), significativamente por encima de la temperatura de la pared del tubo, lo que impulsa la transferencia de calor radiante hacia afuera.
- Transferencia de calor radiante a la carga: La pared del tubo calentado emite radiación infrarroja proporcional a la temperatura y emisividad de su superficie. La mayoría de las aleaciones metálicas. tubo radiantes tienen valores de emisividad superficial de 0,80 a 0,90 en estado oxidado (cerca del comportamiento ideal de un cuerpo negro), lo que los convierte en radiadores muy eficientes. La carga (flejes de acero, piezas forjadas, piezas fundidas) absorbe esta radiación y se calienta uniformemente en toda su superficie orientada hacia el conjunto de tubos.
- Recuperación de gases de escape: Los productos de la combustión salen a través del puerto de escape del tubo (separado de la atmósfera del horno por la pared del tubo) y pasan a través del recuperador para precalentar el aire de combustión entrante antes de ser ventilado a través de la chimenea. En sistemas de alta eficiencia, las temperaturas de los gases de escape que salen del recuperador se pueden reducir a 150–250 °C (302–482 °F) desde temperaturas iniciales de 900–1050 °C (1652–1922 °F), lo que representa una recuperación de calor del 60 al 75 % de la entalpía disponible de los gases de combustión.
¿Cuáles son los principales tipos de configuraciones de tubos radiantes?
tubos radiantes se fabrican en varias configuraciones geométricas, cada una de las cuales ofrece diferentes longitudes de trayectoria de combustión, perfiles de uniformidad de temperatura, espacios de instalación y características de acceso para mantenimiento. La selección de configuración determina el patrón de distribución de calor del tubo a través del horno y su idoneidad para geometrías de horno específicas.
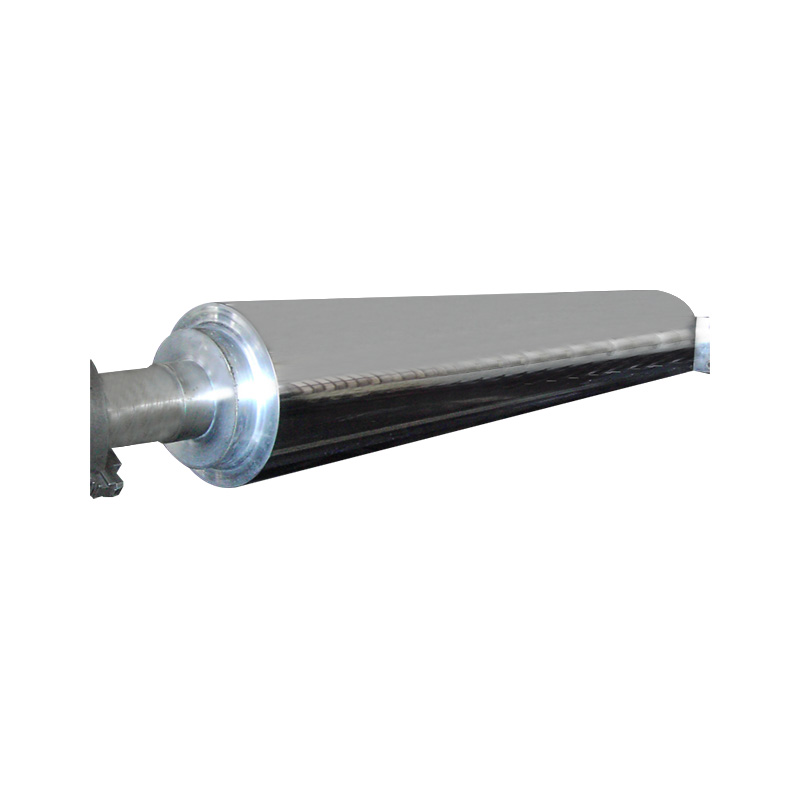
1. Tubo radiante recto (de un solo paso)
La recta o de un solo paso tubo radiante es la configuración más simple: un solo tubo abierto en el extremo del quemador y de escape en el extremo opuesto. Se utiliza principalmente en hornos más pequeños, hornos de mufla y aplicaciones donde el acceso para reemplazo de tubos está disponible desde ambos lados de la pared del horno. La principal limitación es un gradiente de temperatura pronunciado desde el quemador hasta el extremo del escape: el extremo del quemador se calienta significativamente más que el extremo del escape, lo que crea un flujo de calor no uniforme a lo largo de la longitud del tubo. El diferencial de temperatura típico entre el extremo del quemador y el extremo de escape es 80–150 °C (176–302 °F) bajo condiciones de operación estándar, lo que puede resultar en un calentamiento desigual de productos de tiras o placas anchas si el espaciado de los tubos no se optimiza cuidadosamente.
2. Tubo radiante en forma de U
El tubo en U tubo radiante (también llamado tubo de dos pasos) presenta una curva de retorno de 180 grados en el extremo más alejado del horno, con las conexiones del quemador y de escape en la misma pared del horno. Los gases de combustión viajan a lo largo de todo el tubo hacia afuera, giran en la curva en U y regresan a lo largo del tramo paralelo al puerto de escape. Los gases calientes del flujo de retorno precalientan el flujo entrante antes de la curva en U, lo que mejora la eficiencia térmica. La configuración de tubo en U logra una mejor uniformidad de temperatura que el tubo recto; el diferencial de temperatura típico de un extremo a otro se reduce a 40–80 °C (104–176 °F) — y permite tanto el mantenimiento del quemador como el reemplazo de tubos desde un único lado de acceso. El tubo en U es la configuración más instalada en hornos de recocido continuo, líneas de galvanización y hornos discontinuos de tratamiento térmico en todo el mundo.
3. Tubo radiante W-Tube (doble retorno)
El tubo W tubo radiante amplía el concepto de tubo en U con un segundo retorno de 180 grados, creando una ruta de combustión de cuatro pasos dentro de un solo conjunto. La ruta de combustión más larga permite una extracción de calor más completa de la llama y produce la mejor uniformidad de temperatura de todas las configuraciones estándar: diferenciales de extremo a extremo tan bajos como 20 a 40 °C (68 a 104 °F) son alcanzables. La ventaja de eficiencia térmica del tubo W lo hace particularmente atractivo para hornos donde el costo del combustible es el gasto operativo dominante y donde el ancho del horno limita la longitud alcanzable del tubo. Los tubos W se especifican comúnmente para hornos de recocido de bandas de acero para automóviles y líneas de procesamiento de acero al silicio donde la uniformidad de la temperatura del proceso de ±5 °C en todo el ancho de la banda es un requisito de especificación de calidad.
4. Tubo radiante P-Tube (recuperativo de un solo extremo)
El tubo P (también llamado tubo recuperativo de un solo extremo o tubo SER) es una disposición concéntrica en la que el quemador dispara hacia un tubo interior central; Los gases de combustión viajan hasta el extremo cerrado, invierten la dirección en el espacio entre el tubo interior y la pared del tubo exterior y regresan a la conexión de escape, todo en el mismo extremo que el quemador, en un único conjunto herméticamente cerrado. Este diseño elimina todas las uniones de tubos dentro del horno, lo que reduce drásticamente el riesgo de contaminación de la atmósfera debido a fugas en las uniones de los tubos. El recuperador integral dentro de la ruta de retorno anular precalienta el aire de combustión a 300–600 °C (572–1112 °F) utilizando el calor residual de los gases de escape, logrando eficiencias térmicas de 65–75% — significativamente mayor que los sistemas recuperadores externos (Fuente: Combustion Engineering Associates, Revisión de la tecnología de tubos radiantes, 2022 ). Los tubos P son la configuración preferida para hornos de alta temperatura por encima de 1050 °C (1922 °F) y para todas las aplicaciones donde la integridad de la atmósfera es la principal preocupación.
5. Tubo Radiante Eléctrico
Eléctrico tubo radiantes Utilice elementos calefactores de resistencia (SiC, MoSi₂ o elementos de aleación metálica) alojados dentro de un tubo protector cerámico o metálico. Proporcionan el control de temperatura más preciso de cualquier tubo radiante tipo (±2°C (±3,6°F) versus ±10–20°C para sistemas alimentados por gas) y no producen subproductos de combustión, lo que los hace ideales para hornos de atmósfera ultralimpia que procesan componentes semiconductores, vidrio óptico de precisión y aleaciones especiales. Su principal limitación es el costo de la energía: la calefacción eléctrica normalmente cuesta entre 2,5 y 4 veces más por unidad de calor entregada que los sistemas alimentados por gas en la mayoría de los mercados industriales, lo que limita su uso a aplicaciones donde la calidad del proceso justifica la prima (Fuente: Huellas de carbono y energía manufacturera del Departamento de Energía de EE. UU., 2022 ).
¿Qué configuración de tubo radiante debería elegir? Una comparación directa
Seleccionando el correcto tubo radiante La configuración requiere equilibrar la uniformidad de la temperatura, la eficiencia térmica, el espacio de instalación, el acceso de mantenimiento y el costo de capital. La siguiente tabla compara las cinco configuraciones según los criterios más relevantes para las especificaciones de hornos industriales:
| Configuración | Pases | Uniformidad temporal | Eficiencia térmica | Temperatura máxima del tubo | Mejor aplicación |
|---|---|---|---|---|---|
| Recto (paso único) | 1 | Pobre (±80–150°C) | 35-50% | 1.050°C | Hornos de pequeñas cargas, hornos de mufla. |
| Tubo en U (dos pasadas) | 2 | Bueno (±40–80°C) | 50–65% | 1.100°C | Recocido continuo, galvanizado, tratamiento térmico general. |
| W-Tube (cuatro pasos) | 4 | Excelente (±20–40°C) | 60–70% | 1.100°C | Flejes para automóviles, acero al silicio, estrictas especificaciones de uniformidad |
| P-Tube / SER (recuperador de un solo extremo) | 2 (concéntrico) | Muy bueno (±30–50°C) | 65–75% | 1.150°C | Endurecimiento a alta temperatura, recocido brillante, hornos HPHT |
| Eléctrico radiant tube | N/A | Excelente (±2°C) | 95–99% (eléctrico para calentar) | 1.300°C | Procesamiento ultralimpio de semiconductores, ópticos y aleaciones especiales |
Tabla 1: Comparación de las cinco configuraciones principales de tubos radiantes por número de pasadas, uniformidad de temperatura, eficiencia térmica, temperatura máxima del tubo y aplicación industrial recomendada. Fuentes: IHEA (2023), Combustion Engineering Associates (2022), DOE (2022).
¿De qué materiales están hechos los tubos radiantes?
Selección de materiales para un tubo radiante es la decisión de especificación más importante en cualquier proyecto de horno: determina la temperatura máxima de funcionamiento, la resistencia a la fluencia, la vida de oxidación, la resistencia a la carburación y el costo total de propiedad durante la vida útil del tubo. Las cuatro categorías principales de materiales utilizadas en la fabricación de tubos radiantes están optimizadas para rangos de temperatura y condiciones atmosféricas específicas:
Aleaciones fundidas resistentes al calor (HK, HT, HP)
Las aleaciones fundidas resistentes al calor que cumplen con los grados ASTM A297 HK (25Cr-20Ni), HT (15Cr-35Ni) y HP (25Cr-35Ni Nb) son los caballos de batalla de los hornos a gas. tubo radiante producción para temperaturas de servicio hasta 1.050°C (1.922°F) . Estas aleaciones desarrollan una incrustación protectora de cromia (Cr₂O₃) en su superficie exterior que limita una mayor oxidación a temperatura. Las aleaciones HP con adiciones de niobio demuestran una resistencia a la rotura por fluencia significativamente mejor que las HP base, una propiedad crítica para los tubos que soportan su propio peso en instalaciones horizontales a alta temperatura. Vida útil media de la aleación HP-Nb tubo radiantes en hornos de recocido continuo a 950 °C (1742 °F) es 5 a 8 años por datos de servicios de la industria compilados por el Comité de revisión de aleaciones ASTM A297 (2021) .
Aleaciones forjadas de níquel-cromo (aleaciones 601, 602CA)
Las aleaciones forjadas como la aleación 601 (60Ni-23Cr-1.4Al) y la aleación 602CA (62Ni-25Cr-2.3Al) se utilizan para tubo radiantes requiriendo temperaturas de servicio de 1.050–1.150 °C (1.922–2.102 °F) con resistencia superior a la oxidación cíclica. La adición de aluminio en estas aleaciones promueve la formación de una incrustación de alúmina Al₂O₃ de crecimiento lento en lugar de una incrustación de cromia a las temperaturas más altas, lo que proporciona una protección contra la oxidación de 3 a 5 veces más prolongada que las aleaciones que forman cromia en condiciones de calentamiento cíclico (Fuente: Aleaciones de alta temperatura para hornos industriales, Informe técnico de Special Metals Corporation, 2020 ). Estas aleaciones están especificadas para hornos de ciclo rápido utilizados en el tratamiento térmico de piezas de automóviles, donde los ciclos frecuentes de temperatura de 20 °C a 1100 °C (68 °F a 2012 °F) son el principal mecanismo de degradación.
Tubos radiantes cerámicos de carburo de silicio (SiC)
Carburo de silicio tubo radiantes son la solución estándar para aplicaciones de hornos que requieren temperaturas de servicio continuo superiores 1.150°C (2.102°F) hasta un máximo de aproximadamente 1.400°C (2.552°F) . La cerámica de SiC tiene una conductividad térmica aproximadamente 3 a 4 veces mayor que las aleaciones metálicas resistentes al calor, lo que permite una transferencia de calor más eficiente desde los gases de combustión a la superficie de la pared exterior del tubo por unidad de diferencia de temperatura. Las principales limitaciones de los tubos de SiC son la fragilidad (que requiere un manejo cuidadoso y evitar choques térmicos durante el arranque) y una capacidad limitada para soportar cargas de flexión: los tubos de SiC no se pueden usar en configuraciones U o W sin juntas cerámicas que introducen riesgo de fugas, por lo que generalmente se suministran solo como tubos rectos. por Datos de resistencia a la flexión ASTM C1161 , las muestras de tubos radiantes de SiC recristalizado tienen una resistencia a la flexión media de 170 a 220 MPa a temperatura ambiente, que cae a 150 a 190 MPa a 1200 °C, adecuada para la carga de peso propio, pero que requiere un diseño de soporte cuidadoso en instalaciones horizontales largas.
Aleaciones reforzadas por dispersión de óxido (ODS)
Las aleaciones ODS (aleaciones de hierro, cromo y aluminio con dispersoides de itria (Y₂O₃) aleados mecánicamente en la matriz) representan la frontera de los metales. tubo radiante tecnología de materiales, ofreciendo temperaturas de servicio de 1200 a 1300 °C (2192 a 2372 °F) en combinación con una excelente resistencia a la fatiga térmica. Los tubos ODS se han instalado con éxito en hornos túnel cerámicos de combustión directa y en hornos de fusión de vidrio con atmósfera especial, donde las aleaciones de níquel convencionales fallan por fluencia en cuestión de meses a la temperatura de funcionamiento. Su alto costo actual (aproximadamente 4 a 6 veces el precio por kg de aleación HP-Nb) limita la adopción a aplicaciones específicas de alto valor, pero a medida que aumenta la escala de fabricación, se proyecta una adopción industrial más amplia por año. Revista internacional de metales refractarios y materiales duros (2022) .
Guía de selección de materiales de tubos radiantes por temperatura de funcionamiento
lo correcto tubo radiante El material debe especificarse desde la temperatura de funcionamiento hacia arriba, no hacia abajo desde el costo. La especificación insuficiente del material del tubo para la temperatura de funcionamiento es la causa principal más común de falla prematura de los tubos en hornos industriales. La siguiente tabla proporciona una guía de selección definitiva:
| Materiales | Temperatura máxima continua | Resistencia a la temperatura cíclica | Vida útil típica | Costo relativo | Mejor aplicación |
|---|---|---|---|---|---|
| Aleación fundida HK / HT | 1.000°C (1.832°F) | moderado | 3 a 5 años | Bajo (1×) | Tratamiento térmico general, cementación por debajo de 950°C. |
| Aleación fundida HP-Nb | 1.050°C (1,922°F) | bueno | 5 a 8 años | Medio (1,5×) | Recocido continuo, galvanizado, endurecimiento por lotes. |
| Aleación 601 / 602CA forjada | 1.150°C (2,102°F) | Excelente | 6 a 10 años | Alto (2,5–3×) | Endurecimiento de ciclo rápido, recocido brillante, HPHT de alta temperatura |
| Carburo de silicio (SiC) ceramic | 1.400°C (2.552°F) | Limitado (riesgo de choque térmico) | 3 a 7 años (sin choque térmico) | Medio-alto (2×) | Hornos cerámicos, fundición de vidrio, fundición de metales no ferrosos. |
| Aleación ODS FeCrAl | 1.300°C (2,372°F) | Sobresaliente | 8 a 15 años (proyectado) | Muy alto (4–6×) | Vidrios especiales, cerámicas avanzadas, atmósferas de hidrógeno. |
Tabla 2: Guía de selección de materiales de tubos radiantes según temperatura máxima de funcionamiento continuo, resistencia cíclica, vida útil típica, costo relativo y mejor aplicación industrial. Fuentes: ASTM A297 (2021), Special Metals Corporation (2020), International Journal of Refractory Metals (2022).
¿Dónde se utilizan los tubos radiantes? Aplicaciones industriales clave
tubos radiantes se utilizan dondequiera que se requiera calentamiento indirecto a gas para mantener una atmósfera protectora o reactiva controlada dentro del horno y al mismo tiempo lograr una entrada térmica eficiente. Las siguientes industrias y procesos representan los sectores de aplicación principales:
- Recocido de banda continua de acero: La mayor aplicación individual de tubo radiantes globalmente. Las líneas de recocido continuo procesan tiras de acero laminadas en frío a velocidades de 100 a 600 metros por minuto a través de hornos de 60 a 150 metros de largo, manteniendo una atmósfera protectora de hidrógeno y nitrógeno que previene la oxidación y logra un acabado superficial recocido brillante. Una única línea de recocido continuo normalmente utiliza 200–600 conjuntos de tubos radiantes dispuestos en bancos a lo largo de las paredes y el techo del horno (Fuente: AIST Tecnología del hierro y el acero, 2022 ).
- Líneas de Galvanizado en Caliente: Uso de las secciones del horno de galvanización (las secciones de recocido y reducción antes del baño de zinc) tubo radiantes calentar flejes de acero en una atmósfera de hidrógeno y nitrógeno a 750–850 °C (1382–1562 °F) para reducir los óxidos de hierro superficiales antes de la inmersión en zinc, un requisito previo para una adhesión adecuada del zinc y una calidad del recubrimiento. pobre tubo radiante El mantenimiento es la principal causa no relacionada con la calidad de defectos en la superficie de las tiras en las líneas de galvanizado, según Revisión de calidad de la línea de galvanización ILZRO (2021) .
- Carburación y carbonitruración de gas: Uso de hornos de cementación tubo radiantes para calentar piezas de acero en una atmósfera endotérmica rica en carbono (normalmente 40 % CO, 40 % H₂, 20 % N₂) a 900–960 °C (1652–1760 °F) para difundir el carbono en la capa superficial. El diseño del tubo sellado evita que la atmósfera enriquecida entre en contacto con la llama del quemador, lo que encendería y destruiría el potencial de carbono cuidadosamente mantenido.
- Endurecimiento brillante de aceros para herramientas y acero inoxidable: Los componentes que después del endurecimiento requieren una superficie brillante y libre de óxido se procesan en hornos atmosféricos calentados por tubo radiantes bajo atmósferas de hidrógeno o nitrógeno puro. El endurecimiento brillante elimina las operaciones de eliminación de incrustaciones (granallado, decapado) necesarias después del endurecimiento convencional con llama abierta, lo que reduce el costo total de procesamiento entre un 15% y un 25% por pieza.
- Sinterización de componentes metálicos en polvo: Las piezas de metal en polvo (engranajes, cojinetes, componentes estructurales) se sinterizan en hornos de cinta de malla continua o de empujador a 1100-1300 °C (2012-2372 °F) en atmósferas de amoníaco disociado (25 % N₂ / 75 % H₂). tubos radiantes Proporcionan el calentamiento indirecto que mantiene simultáneamente la temperatura alta y la atmósfera reductora, esencial para lograr una densificación total sin oxidación superficial de la pieza sinterizada.
- Procesamiento de metales no ferrosos: Hornos de homogeneización de aluminio, líneas de recocido de alambre de cobre y procesamiento de tiras de níquel. tubo radiantes en atmósferas protectoras para lograr un tratamiento térmico controlado sin contaminación de la superficie que afectaría la conductividad eléctrica, la resistencia a la corrosión o la formabilidad.
Cómo maximizar la vida útil y la eficiencia del tubo radiante
Prematuro tubo radiante La falla es uno de los eventos de mantenimiento no planificados más costosos en un horno de procesamiento continuo, y requiere el apagado del horno, la purga de la atmósfera, el reemplazo de los tubos y el restablecimiento de la atmósfera, una secuencia que puede costar $50,000–$300,000 por evento en pérdida de producción y mano de obra de mantenimiento en una línea de recocido de tiras de alto volumen. Siete prácticas extienden consistentemente la vida útil de los tubos y mantienen la eficiencia del sistema:
- Controle la relación aire-combustible de combustión con precisión: Operar con un exceso de aire superior al 10 % por encima de la estequiométrica provoca condiciones oxidantes dentro del tubo que aceleran la incrustación interna y la corrosión en caliente del orificio del tubo. Operar por debajo de la estequiometría (rico en combustible) crea condiciones reductoras que promueven la carburación de los tubos metálicos, un modo de ataque diferente pero igualmente dañino. Instale sistemas de control de ajuste de O₂ que mantengan la combustión con un exceso de aire del 2 al 5 % de forma continua.
- Evite el choque térmico durante el inicio y el apagado: Temperatura del horno en rampa a un máximo de 100°C por hora (180°F/h) durante el arranque desde una condición fría. El choque térmico debido al calentamiento rápido agrieta los tubos cerámicos, distorsiona los tubos metálicos más allá de su límite elástico a temperatura y acelera el inicio de grietas por fatiga en las uniones soldadas en las curvas de retorno. la mayoría tubo radiante Las garantías del fabricante quedan anuladas por eventos de choque térmico documentados.
- Monitoree la temperatura de la pared del tubo con termometría infrarroja: Las imágenes térmicas periódicas de los conjuntos de tubos durante el funcionamiento identifican puntos calientes (que indican coquización interna, incidencia de llamas o combustión desigual) antes de que progresen hasta provocar una falla en los tubos. Cualquier sección de tubo que discurra a más de 50°C por encima de sus vecinas en la misma zona debe ser investigada inmediatamente para detectar un mal funcionamiento del quemador.
- Inspeccione trimestralmente si hay fugas atmosféricas en los sellos de los tubos: Incluso una fuga por orificio en un sello de tubo a pared permite que la atmósfera del horno (hidrógeno en hornos de recocido) ingrese al tubo o que el gas de combustión ingrese al horno; ambos escenarios son inmediatamente peligrosos y degradan la calidad del producto. Utilice detectores portátiles de H₂ u O₂ en cada penetración del tubo trimestralmente y reemplace los sellos de fibra cerámica a la primera señal de degradación.
- Gire la posición del tubo en cada reemplazo: En los conjuntos de hornos multitubulares, la exposición térmica de los tubos varía significativamente según la posición (centro versus borde del horno, piso versus techo). La rotación de tubos entre posiciones durante los reemplazos programados iguala el daño por fluencia acumulado y extiende la vida productiva de todo el inventario de tubos entre un 15% y un 25%.
- Limpiar los depósitos internos de coque anualmente: La combustión de gas natural en condiciones ricas en combustible deposita carbono (coque) dentro del orificio del tubo, que actúa como aislante y reduce la eficiencia de la transferencia de calor. La inspección anual y la limpieza química (quemado con aire caliente en condiciones controladas) de los tubos que muestran coquización restaura la eficiencia de la transferencia de calor y reduce la temperatura de la pared del tubo para la misma producción de calor.
- Alargamiento por fluencia en tubos horizontales: Metálico tubo radiantes instalados horizontalmente se alargan bajo su propio peso con el tiempo a alta temperatura, un proceso llamado fluencia por fluencia. Mida la deflexión de la línea central del tubo anualmente; deflexiones que exceden 10 mm por metro de longitud del tubo indican que el tubo se está acercando a su límite de vida útil y se debe programar su reemplazo en la próxima parada planificada.
Preguntas frecuentes sobre tubos radiantes
P1: ¿Cuál es la diferencia entre un tubo radiante y una mufla en un horno industrial?
A tubo radiante Es un tubo individual, alimentado por gas o calentado eléctricamente, que calienta indirectamente la atmósfera del horno a través de su superficie exterior. Una mufla es un recinto refractario más grande, típicamente en forma de caja o de arco, que separa la cámara de combustión de la cámara de trabajo en una sección completa del horno; el calor pasa a través de la pared de la mufla por conducción y radiación. tubos radiantes Ofrecen tasas de calentamiento más altas, un control de temperatura zona por zona más preciso y un reemplazo individual más fácil que las muflas. Las muflas proporcionan un ambiente de calentamiento más uniforme en secciones transversales de piezas de trabajo grandes, pero tienen una masa térmica significativamente mayor que reduce las tasas de calentamiento y enfriamiento, lo que las hace menos adecuadas para aplicaciones de ciclos térmicos rápidos.
P2: ¿Cuánto dura normalmente un tubo radiante?
vida útil de un tubo radiante varía significativamente con el material, la temperatura de funcionamiento y la frecuencia del ciclo térmico. Como pauta general según los datos de la industria IHEA: los tubos de aleación fundida HK/HT a 950 °C duran en promedio entre 3 y 5 años; Los tubos de aleación fundida HP-Nb a 1000–1050 °C duran en promedio entre 5 y 8 años; Tubos forjados de aleación 601/602CA a una temperatura de 1100 a 1150 °C, en promedio, de 6 a 10 años; Los tubos cerámicos de SiC en entornos térmicos cuidadosamente controlados duran en promedio entre 3 y 7 años. Los modos de falla más comunes son la distorsión por fluencia (hundimiento, ovalización), el adelgazamiento de las paredes inducido por la oxidación y el agrietamiento por fatiga térmica en las uniones soldadas, todos los cuales se desarrollan progresivamente con el tiempo y pueden rastrearse mediante inspecciones programadas para permitir un reemplazo planificado en lugar de un reemplazo de emergencia.
P3: ¿Se pueden utilizar tubos radiantes con combustible de hidrógeno?
Sí - tubo radiantes se puede quemar con combustible de hidrógeno, y esto se especifica cada vez más para aplicaciones de procesamiento de acero con bajo contenido de carbono. La combustión de hidrógeno produce sólo vapor de agua como subproducto (no CO₂), y la temperatura de llama más alta del hidrógeno (aproximadamente 2100 °C adiabático frente a 1950 °C para el gas natural) aumenta la producción radiante por tubo. Sin embargo, las características de la llama de hidrógeno (llama más corta, menos luminosa, mayor riesgo de retroceso de llama) requieren modificaciones en los quemadores de los diseños de gas natural. También se debe verificar la compatibilidad del material: las atmósferas de hidrógeno a alta temperatura causan fragilización por hidrógeno en ciertas aleaciones de acero, aunque las aleaciones con alto contenido de cromo y níquel utilizadas en tubo radiantes son generalmente compatibles con el hidrógeno. por Agencia Internacional de Energía, El hidrógeno en la industria (2023) , los hornos de tubos radiantes alimentados con hidrógeno ya están operativos a escala piloto en varias instalaciones europeas de recocido de acero.
P4: ¿Qué causa que un tubo radiante falle prematuramente?
Las tres causas más comunes de prematuro tubo radiante Las fallas, en orden de frecuencia, son: primero, choque térmico debido a ciclos de calentamiento o enfriamiento excesivamente rápidos que exceden la resistencia a la fatiga térmica del material del tubo; en segundo lugar, el impacto de la llama: la llama entra en contacto directamente con la pared del orificio del tubo en lugar de arder como una llama libre, creando puntos calientes locales entre 200 y 300 °C por encima de la temperatura promedio de la pared del tubo que causan fluencia localizada y fallas de oxidación; y tercero, una relación de combustión incorrecta (exceso excesivo de aire o funcionamiento rico en combustible) que crea un ataque interno oxidante o carburante agresivo en la superficie del orificio del tubo. Las tres causas se pueden prevenir mediante la puesta en marcha adecuada del quemador, el control de los procedimientos operativos y la inspección de mantenimiento regular.
P5: ¿Cómo afectan los tubos radiantes a la eficiencia energética del horno?
tubo radiante La eficiencia térmica del sistema está determinada principalmente por la temperatura de los gases de escape que salen del recuperador en relación con la temperatura de combustión del tubo. Sin recuperación de calor (sin recuperador), un tubo radiante El sistema que funciona a una temperatura del tubo de 1000 °C con gases de escape a 850 °C logra aproximadamente entre un 35 y un 40 % de eficiencia térmica, lo que significa que entre un 60 y un 65 % de la energía del combustible se pierde como calor residual en el escape. Agregar un recuperador integral (como en el diseño de tubo P/SER) que precalienta el aire de combustión a 500 °C aumenta la eficiencia entre un 65 y un 75 %, lo que reduce el consumo de combustible en aproximadamente un 45 y un 55 % para la misma producción de calor. el Programa de Tecnologías Industriales del DOE (2022) estima que la adopción generalizada de métodos recuperativos tubo radiante Los sistemas de tratamiento térmico industrial de EE. UU. podrían reducir el consumo de gas natural del sector en aproximadamente 35 billones de BTU por año.
P6: ¿Cuál es la diferencia entre un tubo radiante y un tubo calentador encendido en una refinería?
tubos radiantes en hornos industriales y tubos calentadores encendidos en calentadores de proceso de refinería comparten el mismo principio fundamental (la pared del tubo irradia calor desde una fuente de calor externa), pero difieren en aplicación y diseño. industriales tubo radiantes calentar una atmósfera de horno (y por extensión, las piezas de trabajo que contiene) desde el exterior del tubo, con los gases de combustión dentro del tubo y la atmósfera de proceso en el exterior. Los tubos calentadores alimentados por refinerías transportan la corriente del proceso de hidrocarburos dentro del tubo, que se calienta mediante la radiación del quemador desde el exterior del tubo (la disposición inversa). Los materiales, las presiones operativas y los marcos regulatorios que rigen las dos aplicaciones están completamente separados (código de tubería ASME B31.3 para tubos calentadores encendidos versus ASTM A297 para tubos radiantes industriales).
P7: ¿Cómo se dimensionan los tubos radiantes para una aplicación de horno específica?
tubo radiante El dimensionamiento de un horno implica calcular el área de transferencia de calor instalada requerida (m²) para satisfacer la demanda máxima de calor (kW) del horno a la temperatura de la superficie del tubo objetivo, luego dividir por el área de pared del horno disponible por tubo para determinar la cantidad de tubos necesarios. La ecuación gobernante es Q = ε × σ × A × (T_tube⁴ − T_load⁴), donde Q es el flujo de calor (W), ε es la emisividad del tubo (típicamente 0,85), σ es la constante de Stefan-Boltzmann (5,67 × 10⁻⁸ W/m²·K⁴), A es el área de superficie del tubo (m²) y T_tube y T_load son tubo y carga absoluta temperaturas (K). En la práctica, este cálculo se realiza con software comercial de modelado de hornos (CFD o análisis de método de zona) que tiene en cuenta los factores de vista entre múltiples tubos y la geometría de carga, la reflectividad de la pared del horno y la masa térmica de la carga. La selección del diámetro del tubo (normalmente entre 100 y 200 mm para aplicaciones estándar) equilibra la producción de calor por tubo, el peso propio estructural y el costo de reemplazo.
Lista de verificación de especificaciones y selección de tubos radiantes
- Definir temperatura máxima de la pared del tubo (no la temperatura de la atmósfera del horno): la pared del tubo se extiende entre 50 y 150 °C por encima del punto de ajuste del horno, según la configuración y la velocidad de encendido.
- Seleccionar material del tubo desde la temperatura de funcionamiento hacia arriba : HK/HT por debajo de 1.000°C; HP-Nb a 1.050°C; Aleación 601/602CA a 1.150°C; Cerámica SiC hasta 1.400°C.
- elegir Configuración basada en requisitos de uniformidad. : directo para aplicaciones por lotes simples; tubo en U para líneas continuas estándar; tubo W para una uniformidad de tira ajustada de ±5°C; Tubo P para mayor eficiencia e integridad de la atmósfera.
- Especifique un Quemador recuperativo o recuperador integral. Para cualquier instalación nueva, los sistemas de tubos radiantes no recuperados que funcionan por encima de 900 °C desperdician entre el 60 % y el 65 % del combustible entrante como calor de escape.
- Instalar Control de combustión de ajuste de O₂ en cada zona de disparo para mantener entre un 2% y un 5% de exceso de aire y evitar la oxidación o carburación del tubo interno.
- Planificar para prevención de choque térmico : especifique velocidades máximas de calentamiento y enfriamiento de 100 °C/h para tubos metálicos y 50 °C/h para tubos cerámicos de SiC en los procedimientos operativos.
- Horario estudios anuales de termografía infrarroja de todos los conjuntos de tubos durante la operación para identificar puntos calientes en desarrollo, incidencia de llamas y combustión desigual antes de que causen fallas en los tubos.