English
English русский
русский Español
Español عربى
عربىLa búsqueda de procesos de fabricación eficientes y rentables es perpetua. Para empresas que necesitan piezas de metal complejas en grandes podertidades, Casting de espuma perdida (LFC) a menudo emerge como un contendiente. ¿Pero su enfoque único realmente ofrece una producción de alto volumen? La respuesta, como muchas cosas en la fabricación, es matizada: Sí, casting de espuma perdida can Sea altamente adecuado para la producción de alto volumen, pero su éxito depende críticamente de las características de las partes específicas y los objetivos de producción.
Comprender el proceso de espuma perdida
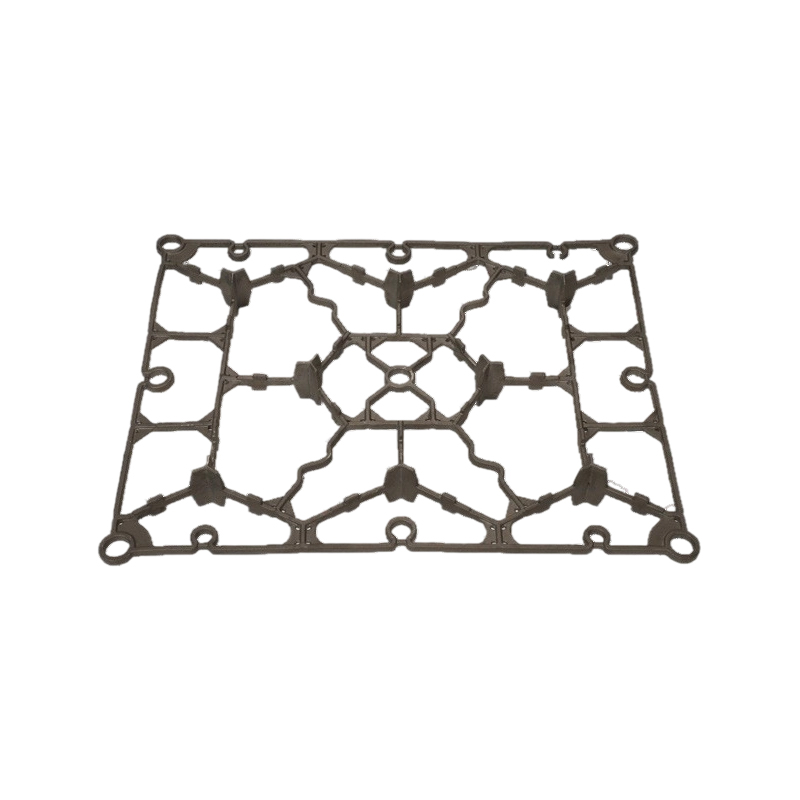
La fundición de espuma perdida implica crear una réplica de espuma precisa (patrón) de la parte deseada. Estos patrones se ensamblan en grupos, recubiertos con una lechada de cerámica refractaria, se secan y luego se incrustan en arena sin nivel dentro de un matraz. El metal fundido se vierte directamente sobre el conjunto de espuma. El metal vaporiza la espuma, reemplazando instantáneamente su forma y se solidifica dentro del molde de arena. Después del enfriamiento, se elimina la arena, revelando el grupo de fundición de metal, que luego se separa en partes individuales.
Por qué apelaciones de espuma perdida para la producción de volumen
Varias ventajas inherentes hacen que LFC sea atractivo para escalar:
- Mecanizado reducido y forma de red cercana: LFC sobresale en la producción de geometrías complejas, cavidades internas y detalles intrincados que serían difíciles o imposibles con otros métodos, a menudo logrando una forma cercana a la red. Esto reduce significativamente o incluso elimina las costosas operaciones de mecanizado aguas abajo, un controlador de costo importante en altos volúmenes.
- Ángulos y tolerancias de borrador mínimo: El proceso permite ángulos de borrador mínimos (a menudo tan bajos como 0.5-1 grados) y puede mantener tolerancias estrictas de manera consistente. Esto reduce los desechos del material y el tiempo de procesamiento secundario por parte.
- Herramientas y procesos simplificados: Una vez que se crea la herramienta de patrón inicial, el proceso en sí es relativamente sencillo. No hay núcleos complejos para ensamblar o cajas de núcleo para administrar, a diferencia de la fundición tradicional de arena verde. El manejo de la arena también se simplifica ya que es no acelerado y fácilmente reclamado. Esta racionalización de la automatización de ayudas y salida consistente.
- Alto potencial de consolidación: Múltiples patrones se pueden agrupar de manera eficiente en un solo sistema de activación. Un solo vertido puede producir docenas de piezas simultáneamente, maximizando la utilización del horno y el rendimiento por ciclo.
- Acabado superficial mejorado: El recubrimiento de cerámica generalmente da como resultado un acabado superficial más suave en comparación con muchos otros procesos de fundición de arena, lo que potencialmente reduce el tiempo de limpieza y finalización.
- Flexibilidad de material: LFC se usa ampliamente para hierro fundido (especialmente hierro de grafito compactado), aleaciones de aluminio y algunos aceros, que cubren muchos materiales industriales de alto volumen comunes.
Consideraciones y desafíos críticos para un alto volumen
A pesar de sus fortalezas, LFC no es una solución universal. Los factores clave que exigen una evaluación cuidadosa incluyen:
- Costo de herramientas de patrones y tiempo de entrega: La creación de los troqueles de patrón de precisión (generalmente aluminio mecanizado) requiere una inversión inicial significativa y un tiempo de entrega. Si bien es amortizado sobre volúmenes altos, este costo inicial puede ser una barrera en comparación con las herramientas más simples para procesos como la fundición de moho permanente.
- Volumen y costo de producción de patrones: LFC de alto volumen requiere una instalación de producción de patrones de alto volumen correspondiente. Producir miles o millones de patrones de espuma consistentes y sin defectos requiere equipos dedicados y estricto control de procesos. El costo por patrón se convierte en una variable crucial en la ecuación general de costos de la pieza.
- Tiempo del ciclo: Mientras que la consolidación del clúster aumenta la salida por vertido, el tiempo general del ciclo incluye el recubrimiento de patrones, el secado (que puede ser largo), relleno de arena, vertido, enfriamiento y sacudida. Optimizar toda esta secuencia, potencialmente que incluye tecnologías de secado rápido, es esencial para competir con procesos más rápidos como la fundición a alta presión (HPDC) para partes más simples.
- Fuerza y manejo del patrón: Los patrones de espuma, especialmente los complejos o de paredes delgadas, pueden ser frágiles. Los sistemas de manejo automatizados dentro de la línea de producción deben diseñarse cuidadosamente para evitar daños durante el recubrimiento, el ensamblaje y el llenado de moho. Esto agrega complejidad.
- Limitaciones y defectos del material: Si bien es versátil, LFC tiene limitaciones. Las secciones delgadas pueden ser difíciles de llenar de manera consistente sin defectos. Ciertas aleaciones propensas a la oxidación o la recolección de gas (como algunos aceros) requieren un control adicional de proceso para evitar problemas como la recolección de carbono (desde la espuma) o la porosidad. Los parámetros del proceso deben controlarse estrechamente.
- Longevidad de herramientas de patrones: Aunque las herramientas de patrones duraderas tienen una vida útil finita (a menudo en el rango de disparo de 30,000-50,000 para troqueles de aluminio, dependiendo de la complejidad y el material). Para volúmenes ultra altos que exceden esto significativamente, los costos de reemplazo de herramientas deben tenerse en cuenta.
El casting de espuma perdida posee ventajas convincentes para la producción de alto volumen, particularmente para piezas con:
- Geometrías complejas que reducen el mecanizado.
- Tolerancias estrictas y requisitos de borrador mínimo.
- Material adecuado (por ejemplo, hierro fundido, aluminio).
- Volúmenes suficientes para justificar los costos de configuración de la producción y herramientas de patrón.
Sin embargo, es generalmente menos Adecuado que los procesos como HPDC para piezas geométricamente más simples de muy alto volumen (especialmente en aluminio) donde la velocidad final es primordial, o para piezas que requieren paredes extremadamente delgadas.
El casting de espuma perdido no es simplemente capaz de producción de alto volumen; Es una solución probada y a menudo superior para aplicaciones específicas de alto volumen donde sus fortalezas centrales: capacidad compleja de forma neta, mecanizado reducido y flexibilidad de diseño) ofrecen importantes ahorros generales de costos y ventajas de calidad. El éxito requiere una evaluación de ojos claros del diseño de piezas, el material, los volúmenes anuales requeridos y la disposición a invertir en la producción de patrones y el control de procesos sólidos. Para la parte correcta en el rango de volumen correcto, LFC ofrece una vía de fabricación potente y eficiente.