English
English русский
русский Español
Español عربى
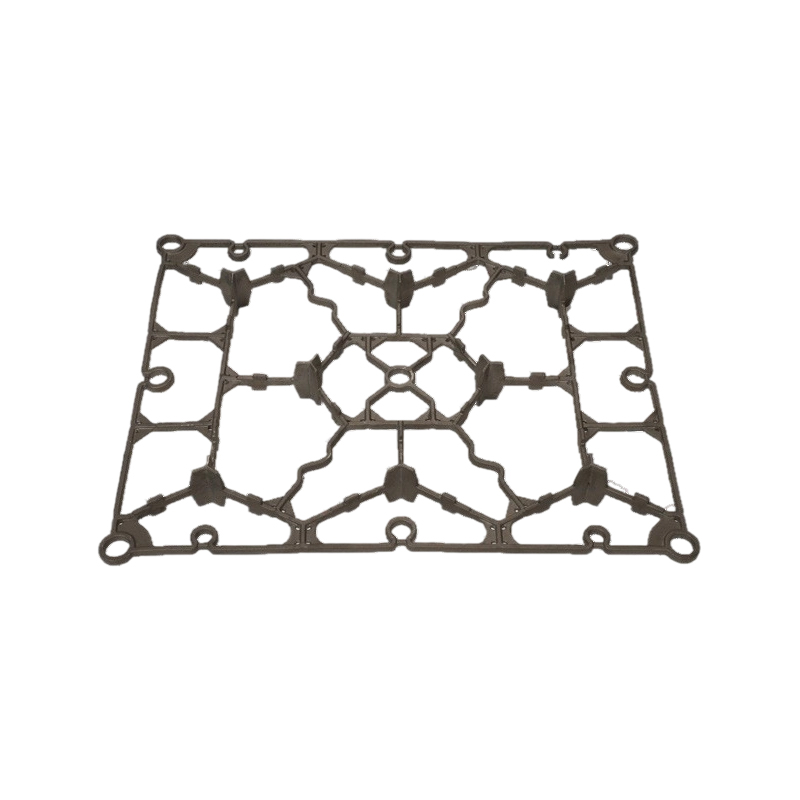
عربىPara evaluar su precisión, primero uno debe comprender el proceso. Casting de espuma perdida implica crear un patrón a partir de poliestireno expandido (EPS) o espuma de copolímero, que es una réplica exacta de la parte deseada. Este patrón está recubierto con una lechada de cerámica refractaria para formar un recubrimiento permeable y luego se coloca en un matraz rodeado de arena no acelerada. El metal fundido se vierte en el molde, vaporizando el patrón de espuma y reemplazando con precisión el espacio vacío, capturando así cada detalle del patrón original.
Contenido
Factores clave que influyen en la precisión dimensional
La precisión de la fundición de espuma perdida se rige por varios factores críticos:
-
Calidad y precisión del patrón: La precisión dimensional de la fundición final está fundamentalmente limitada por la precisión del patrón de espuma. Los patrones generalmente se moldean en troqueles de aluminio usando vapor. La calidad de estos troqueles, el tamaño del cordón de espuma y el ciclo de moldeo por vapor son primordiales. Un patrón de alta calidad con líneas mínimas de fusión de perlas y dimensiones precisas es el primer requisito previo para una fundición precisa.
-
Ensamblaje de patrones y recubrimiento: Las piezas complejas se ensamblan pegando múltiples secciones de espuma juntas. El tipo de pegamento y la habilidad aplicada durante el ensamblaje afectan la integridad dimensional. Posteriormente, la aplicación del revestimiento cerámico es crucial. El recubrimiento debe ser uniforme en grosor para evitar cambios dimensionales. Un recubrimiento demasiado grueso puede causar penetración de metal, mientras que demasiado delgado puede provocar un colapso de la pared del moho.
-
Expansión y deformación del patrón: Una consideración significativa es la expansión natural y la contracción del patrón de espuma en sí. El patrón puede expandirse debido al calor del proceso de recubrimiento o desde la arena circundante. Por el contrario, puede reducirse con el tiempo. Las fundiciones modernas utilizan patrones estabilizados y controles de procesos envejecidos para anticipar y compensar estos cambios dimensionales, a menudo construyendo subsidios específicos en las herramientas de patrones.
-
Vertido parámetros y metalurgia: La velocidad de vertido y la temperatura del metal fundido están estrechamente controlados. Un vertido que es demasiado rápido puede causar turbulencia o erosión del recubrimiento, mientras que el metal que está demasiado caliente puede causar la degradación excesiva del patrón y la evolución del gas, potencialmente distorsionando la cavidad del moho antes de llenarse.
Cuantificación de la precisión: tolerancias y acabado superficial
Cuando todas las variables de proceso están bien administradas, la fundición de espuma perdida es capaz de mantener impresionantes tolerancias dimensionales. Es común lograr tolerancias dimensionales lineales de ± 0.005 pulgadas por pulgada (± 0.127 mm por 25.4 mm) . Para una parte de 10 pulgadas, esto se traduce en una tolerancia de ± 0.050 pulgadas. En muchos casos, las tolerancias más estrechas se pueden mantener en dimensiones críticas a través del refinamiento del proceso.
Con respecto al acabado superficial, la fundición de espuma perdida generalmente produce un acabado en el rango de 125 a 250 microinches (3,2 a 6,3 micrómetros) RA . El acabado está directamente influenciado por el tamaño del cordón de espuma; Las cuentas más pequeñas producen una superficie de fundición más suave. Esto a menudo elimina o reduce significativamente la necesidad de operaciones de mecanizado secundario.
Ventajas comparativas y limitaciones inherentes
La precisión de la fundición de espuma perdida ofrece ventajas distintas sobre algunos métodos tradicionales:
-
Complejidad sin núcleos: Permite pasajes internos y geometrías increíblemente complejos que requerirían conjuntos centrales intrincados y costosos en la fundición de arena. Esto elimina el cambio de núcleo, una variable mayor que afecta la precisión dimensional en los procesos de fundición convencionales.
-
Consolidación de piezas: Se pueden lanzar múltiples componentes como una sola unidad, eliminando las juntas de ensamblaje y mejorando la consistencia dimensional general.
Sin embargo, el proceso tiene limitaciones inherentes. Generalmente es menos preciso que el lanzamiento de la inversión para piezas muy pequeñas y altamente detalladas que requieren tolerancias ultra altos. Además, el costo inicial de las herramientas de patrones puede ser alto, lo que lo hace más adecuado para ejecuciones de producción de medios a alto volumen donde se realiza el beneficio por costo por unidad.
La precisión de la fundición de espuma perdida no es absoluta, pero es una función directa del control meticuloso del proceso. Es un proceso altamente capaz para producir fundiciones complejas y precisas dimensionalmente con excelente calidad de superficie. Su precisión lo convierte en una opción preferida para industrias como automotriz, bomba y válvula, y maquinaria pesada para componentes como bloques de motor, cabezas de cilindro y colectores. Lograr esta precisión requiere una comprensión profunda de la interacción entre el comportamiento de espuma, la tecnología de recubrimiento y los factores metalúrgicos, subrayando su estado como una técnica de fundición moderna sofisticada y valiosa.